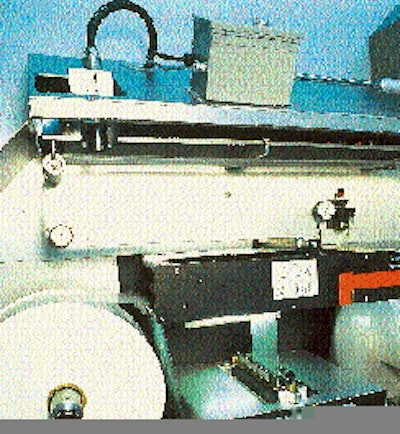
Last November, Wapakoneta, OH-based Nu-Tek Foods Corp. upgraded its individually wrapped slice cheese packaging operation with the installation of a brand new, state-of-the-art "hot pack" machine from Europe. John Behm, Nu-Tek's director of engineering, calls it "a revolutionary new concept in cheese packaging." Nu-Tek manufactures processed cheese products for private label accounts nationwide, and it produces under its own Sun Valley label. Constituting just the third such installation of this machine in the U.S., the $2 million machine-built by Kustner Industries S.A. (Geneva, Switzerland)-provides Nu-Tek with several advantages: * Speed. Essentially two machines built into a common frame, each of two lanes produce 800 individually wrapped cheese slices/min. Nu-Tek's previous IWS equipment, which is still in use, tops out at 1겨 slices/min. The speed breakthrough is due to the hot-pack operating principle: the cheese is extruded-while still hot-directly into a tube of film which is then cross-sealed and chilled in a water bath. On Nu-Tek's conventional machine, the cheese is chilled prior to wrapping by passing over a series of chill rollers as a 60"-wide sheet. That extra handling limits speed. * Labor savings. The Kustner machine requires only one operator compared to three operators on the old IWS machine. * Simpler operation. The old machine slits a 60"-wide ribbon of extruded cheese into 12 lanes for wrapping, slicing and stacking. "That meant you had 12 lanes that could mess up: 12 stackers, all those sealing bars, etcetera," says Behm. By contrast, the Kustner machine only has two lanes, resulting in fewer potential trouble points. * Less expensive product formulations. "We can cut back on certain ingredients," explains Behm, that were required for adhesion or release or melting characteristics on the previous machine. "Less-expensive formulations were part of the justification of this equipment," says Behm. Custom-integrated ink jet One unique aspect of the IWS operation is the fact that two small-character ink-jet coding systems-both Linx 6200 coders from Diagraph (St. Louis, MO)-were custom-integrated inside the IWS machine, one dedicated to each lane. Each ink-jet coder prints the message "OPEN HERE #1" or "OPEN HERE #2" on the film for each wrapped slice of cheese, the number indicating the machine's lane. The message has two purposes, according to Behm. The lane identifier allows Nu-Tek to trace the product back to the production lane. The "OPEN HERE" is for the consumer's convenience, helping the consumer to quickly locate the lap seal across the middle of the slice. "The beauty of that message is that at holiday time, you could print 'Happy holidays' or any other promotional message," explains Behm. He adds that ink-jet coding on individual cheese slices is not common. The ink dries quickly enough that it doesn't smear when the film goes through a couple of rollers immediately after ink-jet coding. And the printed message doesn't come off in the water bath, says Behm. One aspect of the coding equipment that Behm appreciates is the cleanup, which can be done at the touch of a button, according to Behm. "We run three shifts," he says, "and at the end of the third shift, the operator hits that clean button and it circulates the solvents and cleans the head up." Nu-Tek selected the Diagraph equipment because it wanted to standardize on the vendor's coding equipment after using Diagraph small- and large-character coders elsewhere in the plant (see sidebar, p. 48). Two machines in one As the Kustner machine is actually two machines in one, each machine starts out with two rolls of flat film. One roll is running at any given time and the other is on standby. An auto-splicing feature automatically splices the new film roll on the fly when the other runs out. Behm points out that the film itself-a 1.5-mil polypropylene/ethylene vinyl acetate coextrusion-is a unique material that was custom engineered for the Kustner machine by Printpack Inc. (Atlanta, GA). Printpack says the film has excellent release properties that allow consumers to easily unwrap the cheese. The hot-pack process would cause conventional film to stick to the cheese. Also, the film has the required high-speed machinability. The film also has a higher coefficient of friction to aid during stacking. Behm admits the film is "a little bit more expensive" than conventional IWS film. After the film unwinds from the roll, it is coded by the Diagraph unit. The film then enters the forming section, where it passes over a forming collar and is sealed into a tube, much like on a vertical form/fill/seal machine. But unlike most packages made by f/f/s machines, that back seal becomes the seal that the consumer uses to open the slice. Behm points out that unlike traditional individually wrapped cheese slices, each slice produced on the hot-pack machine is a hermetically sealed package. "It has to be, because it's completely submerged in a water bath," says Behm. Traditional IWS slices typically have a simple fold-over lap seam without a seal. After the tube of film is formed, cheese is pumped at roughly 170°F directly into the sealed film tube in a continuous 3/4"-wide extrusion. The machine's PLC maintains the pump speed to precisely match the speed of the film. The tube of film with the cheese inside then passes between synchronized forming belts. Voiding bars flatten the film and squeeze the molten cheese out of the intended seal area between each slice. The film is heat-sealed, but not cut, resulting in a continuous ribbon of individually sealed slices of cheese. This ribbon is plunged into a 27'-long tank of chilled water. Rollers enable the ribbon to snake back and forth several times to cool the cheese down to 55°F. That takes about a minute at full speed. The cheese slices then pass through a drying chimney that blows excess moisture off with hot air. The web of slices then passes over a rotary drum that meshes with a three-bladed rotating knife assembly that cuts the ribbon into individual slices. Both lanes of production are held on to the drum by vacuum cups, which quickly shuttle either left, middle or right to drop the slices onto a flat takeaway conveyor. The result is six lanes of cheese slices. Photoeyes over each lane count slices before they enter the stacking assembly that stacks all six lanes of cheese. Nu-Tek produces 12-, 16- and 24-count stacks, depending on the product and the customer. Once the proper number of slices have been accumulated in the stackers, the stacks drop down onto another takeaway conveyor, exiting the Kustner machine and heading downstream toward overwrapping, case packing and sealing operations. Behm says a final benefit of hot-pack IWS technology is the heightened sanitation of the packaging operation. On the old equipment, "there was a lot of exposed cheese," he explains. While never a problem, the exposure could make the product "susceptible to airborne bacteria contamination," he says. On the new equipment, "it's a closed system," explains Behm. "You don't have any product exposed to the atmosphere."