Energizer Gears Up for Paper-based Sustainable Packaging
To get to plastic-free packaging on its broad range of battery types and pack formats, Energizer and a key machinery partner started with a clean slate on both machines and materials.
March of this year saw the rollout of 100% recyclable plastic-free packaging (on select packaging, excludes seals) for Energizer Holdings’ portfolio of Energizer household batteries. Rather than modifying existing packaging machinery, Energizer decided that a clean-slate approach was called for. Not only did that mean all new packaging materials, it also meant new primary, secondary, and tertiary packaging machines, all designed and built by Aagard. The transition required extensive collaboration between Energizer's marketing, sales, engineering, and procurement teams and Aagard's senior engineers. The key challenges included ensuring the new packaging stood out on store shelves, adjusting to the loss of product visibility with the elimination of plastic, managing material costs, and improving operational flexibility.
Hugh Belgarde, senior director NA battery operations, looks back over the journey that Energizer and Aagard have been on for a year and a half now and sums it up this way. “We’re pleased with where we landed, and we know we made the right call by partnering with Aagard up front as we did. It meant that they got to participate in all of those discussions about machinery and material iterations. That’s what lies at the heart of this project. It really was a uniquely collaborative way of solving an industry challenge, of coming up with a new and effective manufacturing platform.”
“With a legacy of pioneering innovative solutions that benefit consumers globally, advancing the sustainability of our packaging was a natural next step,” says Lori Shambro, executive vice president and chief marketing officer at St. Louis-based Energizer. “We set out to create a more intuitive design tailored to meet the needs and expectations of our shoppers and retail partners. Our end result is a forward-thinking design that enhances the product experience and helps pave the way for a plastic-free future at Energizer Holdings.”
This gantry style robot picks reusable plastic trays of batteries from a pallet one tray at a time and places them on a conveyor belt leading to a station where batteries are picked from trays.Energizer Holdings
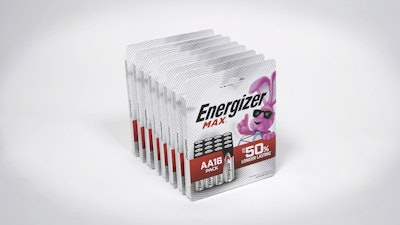
The new paper-based packaging made its first appearance in Walmart stores nationwide and online. It will replace the tried-and-true thermoformed blister and backing card in over 90% of the brand’s North America portfolio once all retail partners complete the transition. And when the transition is complete, Energizer says it will mean the elimination of about 2.5 million pounds of plastic from the company’s manufacturing operations.
The equipment that emerged out of the Energizer/Aagard collaboration began arriving in Energizer’s Asheboro, N.C., facility in late 2024. By the end of 2025, the last of the multiple lines involved will be operational in the 34,000-sq-ft space. The number of lines is not specified.
Each of the identical U-shaped lines has six primary operational units, all designed and built by Aagard: tray depalletizer, tray unloader, cartoner, sleever, case packer, and palletizer/stretch wrapper. If these lines have any one dominant distinguishing characteristic, it would be versatility. In fact, any one of five types of batteries—9V, AA, AAA, C, and D—can run on any one of the lines. Most often it’s a matter of putting batteries into a carton, cartons into a sleeve, sleeves into a retail-ready corrugated case, and cases on a pallet. The one exception to the carton into a sleeve format is when batteries skip the self-standing carton and instead go directly into a hang-tab carton that is the unit of sale. (See sidebar below for a better illustration of cartons, sleeves, hang-tab cartons, and corrugated cases.)
According to Aagard senior applications engineer Ross Feiler, “Our ability to change over quickly between all the battery formats and counts was essential for Energizer to respond to changing market demands and provide flexibility for future formats.”
This gantry-style robot uses a magnet to pick one entire tray load of batteries from a tray and place the batteries on one of four tilt platforms.Energizer HoldingsNew HMI platform
These seamless changeovers are thanks in large part to the use of Rockwell’s new HMI platform, the ASEM 6300B-JB1 box PC. Paired with FactoryTalk Optix, this platform provides a powerful user experience. Changeover can be done largely at the HMI touchscreen and partly with on-machine hand cranks. And wherever the cranks are involved, dialing in the precise positioning coordinates is simplified and accuracy ensured by the presence of electronic position indicators supplied by Siko.
Here’s how each line is configured. See the video above for a full look at how these sophisticated machines handle both the batteries being packaged and the materials involved. Included in the copy below are TIME STAMPS that readers can use to view in the video the process or processes being described in the copy.
• Depalletizing. Batteries arrive at the depalletizer in reusable plastic trays (VIDEO TIME STAMP 0:23). Each pallet-load of trays is delivered by a Rockwell Otto AMR (Autonomous Mobile Robot). A gantry-style robot using a Gocator vision system from LMI Technologies picks trays one at a time using a magnet that affixes itself to the batteries and a clamping mechanism that grabs the plastic tray to ensure it comes along for the ride.
A track-and-gravity feed station (left) guides batteries downward vertically so that a star wheel can present whatever number of batteries is required for the carton being produced—in this case it’s eight—and send those batteries off horizontally to the next operation.Energizer Holdings
• Tray loading. The entire tray of batteries is lifted and placed on a conveyor belt. Another gantry-style robot uses a magnet to pick one entire tray load of batteries from a tray and place the batteries on one of four tilt platforms. (VIDEO TIME STAMP 0:49) The gantry robot then removes the empty plastic tray and stacks it neatly. A flighted conveyor then elevates the batteries until they reach a track-and-gravity feed station. This guides the batteries downward vertically so that a star wheel can present whatever number of batteries is required for the carton being produced and send those batteries off horizontally (VIDEO TIME STAMP 1:21) to a flighted conveyor that brings the batteries to a side-load cartoner.
Cartons are picked and placed by an Aagard delta-style robot six at a time onto these conveyor belts VIDEO TIME STAMP 1:30 that lead to the sleever.Energizer Holdings
• Cartoning. Carton blanks are then picked from a magazine by a rotary placer. Aagard engineered specialized mechanical features to manage the varying carton sizes. Battery loading into cartons is notable because instead of the typical barrel cam systems found on comparable cartoners, it uses what Aagard calls a “tracking loader.” (VIDEO TIME STAMP 1:29). It is a reciprocating device that moves along with the batteries in their continuous-motion flighted conveyor. The filled cartons are closed with rails, plows, and a Nordson adhesive application unit. At this point, cartons are picked and placed by an Aagard delta-style robot six at a time onto separate conveyor belts (VIDEO TIME STAMP 1:33) that lead to the sleever.
Two delta-style robots pick and place groups of cartons onto sleeves that then proceed to folding and adhesive application.Energizer Holdings
• Sleeving. This is the point where two 90-deg turns give the line its distinctive U-shape. Sleeves are rotary placed into flights (VIDEO TIME STAMP 1:38) and two Aagard delta-style robots pick and place groups of cartons onto sleeves (VIDEO TIME STAMP 1:43). All that is left now is for the sleeves to proceed through folding and adhesive application (VIDEO TIME STAMP 1:51), including dots of adhesive on the sleeve that bind each carton to the sleeve and keep cartons from falling out. Hang-tab cartons flow through the same path, but the sleever is not activated as there is no need for the application of a sleeve. Finally, near the sleever’s discharge station is a Videojet laser printer that puts date code information on the bottom of each unit. An ID Technology thermal transfer printer/applicator can also be used to print and apply pressure-sensitive labels to the display face of the sleeve.
• Case packing. The case packer’s infeed conveyor runs parallel to the sleever discharge belt so that a robotic pick arm using vacuum cups can pick units of sale—whether cartons in a sleeve or hang-tab cartons—and place them on the case packer infeed belt. (VIDEO TIME STAMP 2:21) Units of sale drop from this infeed belt into a collation station, and when the desired number of them are in place, a loader transfers the stack at a right angle (VIDEO TIME STAMP 2:32) into a corrugated case that has been partially erected and placed into a flighted conveyor upstream. Cases then proceed through a series of tucking arms and adhesive applications.
• Palletizing & stretch wrapping. Finished cases are conveyed past a Videojet ink-jet date coder single file to a pick head (VIDEO TIME STAMP 3:06) that uses a Joulin vacuum pick head to pick a row of cases and place them on a pallet. Each layer gets a paperboard slip sheet, and when a pallet is complete it is conveyed into an Aagard-built stretch wrapper head with turntable (VIDEO TIME STAMP 3:22). Finished pallets are positioned in the warehouse with Otto AMRs.
After finished cases are palletized and stretch wrapped, they are positioned in the warehouse by way of Otto AMRs.Energizer Holdings
Better performance in the store
Aagard and Energizer’s goal was to solve all formats for all retailers, so the units-of-sale are peggable and can be displayed in Aagard’s patent-pending VersaCase Grip or presented on in-store fixtures.
When it comes to cost, it’s pretty much a given that paper is more expensive than plastic. But significant efficiencies were gained where output is concerned. “That’s one of the things that made the Aagard solution so attractive,” says Belgarde “Not to mention that in many cases the new packages are considerably more compact than what we had before. With compaction comes more product per case and more cases per pallet. That means less corrugated costs, less stretch wrap costs, fewer trucks, and less warehouse space required.”
Another advantage to this upgraded equipment setup is asset utilization. The new lines being installed in Asheboro will supply all product needed in Energizer’s North American market. The number of lines used formerly to supply that market was significantly higher. But the old lines tended to be more dedicated to specific formats, which meant they sat quietly once they’d met production quotas. The new vision utilizes more efficient and more flexible systems. When it’s time for a new format, the operator interacts with the HMI panel, makes a few adjustments with the hand cranks, checks with the Siko electronic position indicators to confirm all settings are good, and the line is back up and running.
“We were due for a modernization of our packaging footprint,” says Belgarde. “This prepares us extremely well for the future, as it gives us a solution that’s not only automated but will help us move into the future with tomorrow’s workforce. There are so many features that help us direct our operators and maintenance people to where a problem might be and to address it. It’s a much more guided system than what we’ve had in the past.”
The “guided system” that Belgarde describes is none other than the Rapid Launch technology that Aagard has been rolling out over the past few years. It’s a direct response to today’s hypercompetitive retail environment, where retailers are constantly looking to optimize their shelf space and reset their shelves with different products, sizes, and formats. Key features of it include auto-calculation of new packaging schemes. That means an operator simply enters the case dimensions into the machine, which then automatically calculates the optimal motion of all of the equipment’s operations. And when the operator goes to the HMI, it’s a simple and intuitive interface using touchscreens that any operator can get comfortable with quickly, and new schemes are set up in minutes. PW
Thoughtful Package Design
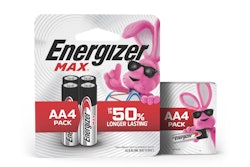
When it came to package design, two things the Energizer team wanted to keep front and center as the new paper-based packaging was developed were the performance claim and the iconic Energizer Bunny. Even a quick glance at the billboard facing of the new packaging makes it clear how successfully they kept these brand equity components in place.Energizer Holdings
One thing, however, that had to be eliminated in departing from the blister-pack format is product visibility. Knowing how familiar consumers are with seeing the number of batteries a package contains, the Energizer team took great care not only to use copy to identify how many batteries are in a pack but to also show that quantity visually. In the 16-count package of AA batteries shown here (D), for example, consumers can both read and see the quantity in each pack. It’s almost as if product visibility is still in the mix after all.Energizer Holdings
Another photo shown here is useful in illustrating the difference between the two unit-of-sale formats that each of the new packaging lines is capable of producing: a hang-tab carton that requires no separate sleeve (A) and carton(s) in a sleeve (B and C). The hang-tab carton format is used for the single most popular quantity-per-pack that goes out the door. For all the rest of the formats, batteries are first cartoned and then the carton or cartons get a sleeve.Energizer Holdings
One further observation on photo B, the single 4-count carton in a sleeve. If the tiny little carton were the finished package, we’d be looking at very little in-store stopping power. But with the addition of the sleeve it’s a whole different story from a shelf-impact point of view. Plus, in the store’s peg display it makes the 4- and 8-count packs of AAA batteries identical in size. This element of pack size consistency is something on which the Energizer team was laser focused. Partly because it makes it easier on the consumer when pack sizes are not endlessly varied but rather are arranged logically in groups or categories like small, standard, and large.
“As we were building out our packaging we were very deliberate about helping the consumer along their journey,” says Kori Mizerny, Energizer marketing director. “We wanted to guide them through the shelf set. But the other piece of this is about making it easier for our retailers to create their shelf sets by bringing some element of standardization to pack sizes. Small packs all have the same height, standard packs have a common height, and large packs have their own common height. It helps retailers as they’re building out that planogram or shelf set to drive some consistency in the look and feel of it all rather than having to deal with each one of the pack sizes being a different size.”
Finally, there’s the retail-ready corrugated case (E). (See an unboxing video above) All of these cases are of the retail-ready variety—i.e., they’re perforated in a way that makes it easy for store personnel to open them and either put the case right on the store shelf or remove the units in the case and hang them in a peg display.
We’ve done the legwork to identify and vet experienced packaging and processing consultants you can contact directly for your next project. Decades of combined experience in packaging line engineering, machinery selection, package and materials development, and food processing operations.
 This gantry style robot picks reusable plastic trays of batteries from a pallet one tray at a time and places them on a conveyor belt leading to a station where batteries are picked from trays.Energizer Holdings
This gantry style robot picks reusable plastic trays of batteries from a pallet one tray at a time and places them on a conveyor belt leading to a station where batteries are picked from trays.Energizer Holdings This gantry-style robot uses a magnet to pick one entire tray load of batteries from a tray and place the batteries on one of four tilt platforms.Energizer Holdings
This gantry-style robot uses a magnet to pick one entire tray load of batteries from a tray and place the batteries on one of four tilt platforms.Energizer Holdings This gantry-style robot uses a magnet to pick one entire tray load of batteries from a tray and place the batteries on one of four tilt platforms.Energizer Holdings
This gantry-style robot uses a magnet to pick one entire tray load of batteries from a tray and place the batteries on one of four tilt platforms.Energizer Holdings
 A track-and-gravity feed station (left) guides batteries downward vertically so that a star wheel can present whatever number of batteries is required for the carton being produced—in this case it’s eight—and send those batteries off horizontally to the next operation.Energizer Holdings
A track-and-gravity feed station (left) guides batteries downward vertically so that a star wheel can present whatever number of batteries is required for the carton being produced—in this case it’s eight—and send those batteries off horizontally to the next operation.Energizer Holdings Cartons are picked and placed by an Aagard delta-style robot six at a time onto these conveyor belts VIDEO TIME STAMP 1:30 that lead to the sleever.Energizer Holdings
Cartons are picked and placed by an Aagard delta-style robot six at a time onto these conveyor belts VIDEO TIME STAMP 1:30 that lead to the sleever.Energizer Holdings Two delta-style robots pick and place groups of cartons onto sleeves that then proceed to folding and adhesive application.Energizer Holdings
Two delta-style robots pick and place groups of cartons onto sleeves that then proceed to folding and adhesive application.Energizer Holdings After finished cases are palletized and stretch wrapped, they are positioned in the warehouse by way of Otto AMRs.Energizer Holdings
After finished cases are palletized and stretch wrapped, they are positioned in the warehouse by way of Otto AMRs.Energizer Holdings Energizer Holdings
Energizer Holdings Energizer Holdings
Energizer Holdings Energizer Holdings
Energizer Holdings