What do you get when you deploy 92 servo motors on a tube-filling machine? At Norden, a part of the Coesia Group, you get a machine that fills 850 toothpaste tubes/min.
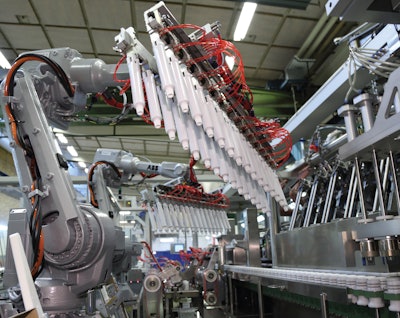
Each robotic end effector picks 30 empty tubes per cycle and places them in the pucks on the racetrack carrier.
And what do you do when you build a tube filler capable of running 850/min? You build a cartoner capable of keeping up with the filler, because not too many builders of tube cartoning equipment are accustomed to operating at 850/min.
When Packaging World made an October visit to Norden’s headquarters facility in Kalmar, Sweden, in October, the impressive system was in its final stages of construction. The filler and cartoner are viewed as two halves of an integrated whole that is 56 ft long and 17 ft wide. “Considering how many tubes per minute it does, that’s still a pretty modest footprint,” says Goran Adolfsson, president of Coesia Health & Beauty.
Two ABB robots are responsible for picking tubes from corrugated totes and placing them into the pucks mounted two-across on an oval-shaped racetrack carrier. The pucks take the tubes beneath 10 filling heads. Each robotic end effector has 30 picking tools, and each tool consists of two finger-like components that enter a tube and then spread out to press firmly against its sidewalls. So when the robotic end effector rises from the row of tubes in the tote, 30 tubes come along for the ride. The robot then pivots in the direction of the pucks on the racetrack carrier and deposits its load of tubes into 30 pucks.
Immediately after filling and heat sealing are two pick-and-place operations. In the first, five tubes are picked by vacuum cups and placed on a load cell to check for accuracy of fill weight. Any tubes inaccurately filled are marked for rejection downstream. The tubes only stay in the checkweighing area for an instant before the second pick-and-place device, again using vacuum cups, picks the five tubes and deposits them in the flighted discharge conveyor that takes tubes off at a right angle toward the cartoner.
Impressive as the robotic tube-picking and tube-filling parts of this system might be, it’s in the cartoner that genuinely new ground has been broken. That’s why a patent has been applied for.
While most end-load cartoners rely on a single magazine feed station to introduce carton blanks, the Norden cartoner uses eight. In each station, vacuum cups reach up to pick a carton blank, pull it from a magazine, erect it on the way down, and then place it in the flighted conveyor that takes the cartons to the point where tubes are pushed into them. As Adolfsson puts it, “You can’t carton tubes at 850/min with only one carton infeed magazine.” He also indicates that for now, the carton magazines are fed by hand. But when a customer installs the system, robots will automatically feed the carton blanks just as they feed in the totes of empty tubes.
Like the tube-filling system, the cartoner benefits enormously from its use of Schneider servo motors to perform its high-speed motions. A total of 30 Schneider servos are incorporated in the cartoner. Schneider also supplied the overall controls package, which includes one LMC 600 on the tube filler and one on the cartoner. Each LMC 600 centrally implements both PLC and motion functions and each one communicates with its many servo drives by way of a Schneider LXM62 system specifically designed for the operation of servo drives in a multi-axis group.
Looking for CPG-focused digital transformation solutions? Download our editor-curated list from PACK EXPO featuring top companies offering warehouse management, ERP, digital twin, and MES software with supply chain visibility and analytics capabilities—all tailored specifically for CPG operations.