While the marketing people drooled at its sales prospects, the new 6x2 Fridge Pack by Coca-Cola Bottling Co. Consolidated challenged the company engineers and production and maintenance staffs. However, two major equipment upgrades, the last completed in October, have the plant producing the new pack at virtually identical output to the 4x3 pack it replaces.
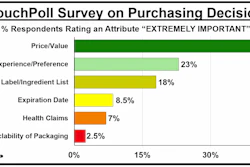
The company was convinced by research conducted by Coca-Cola USA that the new pack would be a winner with consumers (see story, p. 117). But shifting from full production of the 4x3 pack to partial production of the 6x2 configuration, to full high-speed production of the 6x2 has been a production, packaging, and engineering feat. All the more so because it was accomplished without a major capital investment. The Consolidated bottling plant in Charlotte, NC, already had the Model 600C from Riverwood (Atlanta, GA) in operation.
“We didn’t originally buy the Model 600C for the Fridge Pack. It was added to upgrade our capability to run multipacks on both our can lines,” says Dave Brown, vice president of operations.
The basic problem was that the plant needed to find a way to convert to the 6x2 configuration at the same time it was still mostly running the 4x3 shape. The plant began tests last May with Mello Yello in the Fridge Pack. As Brown puts it, “we had to rely on seat-of-the-pants engineering throughout the entire process. It wasn’t just a matter of putting equipment vendors together to find a solution. We had to create one ourselves.”
Step one
The upgrading of the can line was accomplished in two stages. First, Coke Consolidated worked with Riverwood to buy the change parts for the new pack. At the same time, it worked with Production Automation, Inc. (Montgomery, AL), to make some modifications to the palletizer that would take the output of the multipacker.
“We added a dual infeed and a modified metering belt system to the palletizer to allow us to carry two multipacks side by side,” says Kevin Colcord, project engineer for CC. A new PAI diverter went on the front end. Upstream, Sentry Equipment (Forest, VA) provided a retractable lane shifter that directs the packs into two lanes, and pneumatic lane guides throughout.
“We did that with PAI’s recommendation because it let us retain the capability to also run the 4x3 packs,” Brown adds. And PAI worked with us to develop the programming, Colcord says.
Once the plant began to produce the 6x2 packs of Mello Yello, the balance of the line had to be changed over to produce the 4x3 packs still used by all other Coke brands. “We probably had to change over on a weekly basis,” Brown points out.
However, that changeover doesn’t create a lot of downtime. “It takes one worker about 30 minutes to shift the end of the line from the 4x3 to the 6x2 pack,” Jim McNee, maintenance manager, points out. “It’s fairly easy.” And the changeover could often be accomplished while the line was down to accommodate the “flavor” change to a different product. “So we wouldn’t necessarily lose a half hour,” Colcord says.
These changes got CC through the Mello Yello test, and they had to stand for the remainder of the summer season. With ongoing adjustments, that set-up produced about 80% of the output CC had with the 4x3 package, Colcord reports.
Along with the palletizer changes, Riverwood and CC combined to make a few modifications to the multipacker in-house to make it run more efficiently. McNee describes three changes to the packer: adding what Coke Consolidated calls the “church keys” that knock down flaps; reorienting the carton in the machine, and updating the blower section with special guards to better hold the air in the chamber to improve opening the paperboard carton.
Brown says the company understood that initially there would be some sacrifices in speed. “We had more modifications to make, but we knew they would require some downtime,” he says. “And we had no opportunity for downtime since we introduced this package.”
Second phase in October
In late October, the end of the line went through another upgrade. While it was producing over the summer, the company discovered one glaring problem: The pallet load produced what CC calls a “pinwheel eight” pattern that didn’t provide enough stability. The pinwheel eight pattern creates column stacks, which isn’t as secure as an interlocked pallet load. Plus, output was only about 90 packs/min, less than CC wanted.
“Initially, when we had the pinwheel eight pallet pattern, we had some ‘high anxiety’ about the load being conveyed between the palletizer and the stretch-wrap machine,” Colcord recalls. “In fact, we called it the ‘blooming onion’ because if one bumped another, you could just watch the columns spread apart. Now that we have an interlocked pattern, our pallet load is close to being as secure as it was with the old 4x3 packs.
“Essentially, we found that the palletizer needed to be upgraded to nearly new standards,” says Colcord. “We discovered that the 6x2 package is less forgiving than the 4x3 or a full case. So much of our effort was to upgrade the palletizer to its original specifications, particularly in terms of timing.” That’s when CC contacted T-Tek Material Handling (Montgomery, AL) about upgrading the turning bed.
The October upgrade included replacing the entire turning section bed of the palletizer, including the pusher fingers that come up from below the bed, and the case turning devices. In addition CC completely replaced the pneumatic system on the machine. All the new parts are more precise, adds McNee.
Improved conveyor handling
McNee also notes that the engineers added variable-frequency drives to all of the case conveyors. Between the multipacker and the palletizer, the conveying system measures a serpentine 300’.
“With the dual-lane conveyor, the objective was to keep the packs side-by-side as much as possible feeding the palletizer.” That, McNee says, was extremely difficult to do without close control of conveyor speeds. If CC conveyed the packs single-file, the conveyors would have to run at excessive speeds. With dual-lane operation, the variable frequency drives can shift speeds or even stop when needed.
That’s because they’re programmable through a new Allen-Bradley PLC from Rockwell Automation (Milwaukee, WI), Colcord adds. “We now have the PLC controlling the entire conveyor system. Our ability to program this system to respond to sensor inputs allows everything to run smoothly.” In addition, the plant added low-back-pressure roller chain to work with the variable frequency drives. Because the PLC automatically ramps the speeds up and down, the packs don’t collide, so abrasion is considerably reduced.
In the end, the key achievement is that the line is now producing 105 packs/min on the 600C. And McNee predicts it will reach 108 packs/min shortly. “That’s close enough to call it equivalent to what we were running with the 4x3 packs,” Brown proclaims.
Brown, Colcord, and McNee are justifiably proud of what they’ve accomplished. “We’re partners with our marketing people, and we try to be positive about what they bring us. And, in turn, they listen to us,” concludes Brown.