When a patient faces a possible cancer diagnosis, medical professionals typically take a biopsy from the suspect tissue for testing in a lab. Those results can determine if cancer is present, and if so, to what extent it has spread, which helps in determining treatment options.
Such testing often uses a reagent—a substance, mixture, or compound used in the testing process. Dako, an Agilent Technologies company, provides reagents to hospitals and medical testing facilities. It also develops antibodies, instruments, and software, all of which are used to enable physicians to better choose a treatment plan and address patient questions.
Until earlier this year, the Denmark-based company—with U.S. facilities in Carpinteria, CA—relied on a combination of semi-automatic and manual filling, capping, and labeling processes for these liquid reagents.
Given the critical nature of Dako’s products, it’s no wonder the company sought more sophisticated packaging and automated controls systems. In this article, Dako North America’s Chuck Bischof, Vice President of Operations, and Sean Kelleher, Manufacturing Engineer, discuss the latest addition to the company’s reagent packaging: a Flexible Automated Bottling System from Inventek Engineering, Inc.
Added in May, the Inventek system provides automated filling, bottle tipping, capping/torquing, label application, and inspection. It’s used for a variety of bottle sizes and volumes, ranging from 5 mL to 50 mL. Not only does the Inventek system deliver fully automated production, but it also requires no mechanical setup between different products, with a minimum throughput of 20 bottles/min for the hundreds of products that Dako uses it to fill.
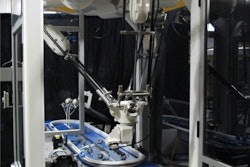
The Inventek system includes three Fanuc 200iC five-axis robots that perform multiple functions, including the picking and placing of bottles, caps, and tips along a servo-controlled conveyor.
Building in system creativity
Bischof points out that the new system represents the second piece of robotic equipment Dako has bought from Inventek. “We purchased one specifically for special reagent stains several years ago,” he says. “I think in the last four years we’ve experienced one down day at most on the equipment, and that was due more to maintenance than anything else. The consistency and reliability of the robotic equipment is impressive, and equipment factors such as airflow, noise, and footprint requirements are so much better as compared to the conventional machinery that you typically see in our type of business.”
Dako’s positive experience with that equipment did factor into the company’s selection of another Inventek system, although Bischof says Dako did put the new project out for bidding.
“We needed somebody that would be creative and really look at helping us solve a problem rather than simply telling us, ‘This is what we build, this is what’s available, and this is what industry standards are.’ We weren’t accepting that. We have some unique packaging requirements, and we really needed somebody that would give us the expertise in leading-edge design and technology that we could apply to our product flow.
“Inventek came around and said, ‘Yes, we can do it; and rather than do the job with one robot, we will use three smaller robots.’ Their concept was creative, and their design was less than half the size footprint-wise of any other competitive bid that we received.”
In working with Inventek on designing the equipment, Dako identified 11 different bottles that would benefit from automated processing, each of which posed challenges based on weight, volume, torquing, labeling, or other features.
Manufacturing and processing
The biomechanical reagents are developed and manufactured by Dako at both its Denmark and California facilities, the latter of which encompasses nearly 100,000 sq ft, including a 20,000-sq-foot R&D facility. Most of the plant is dedicated to manufacturing and administrative functions. The facility manufactures close to 2,000 different product lines, in various sizes and configurations.
“Everything that we produce is packaged into a glass or plastic vial, or into some kind of bottle,” says Bischof. “It is labeled and then boxed. We have two main reagent product lines, or stains. One is the Artisan special stain, and the other is our IHC/histology chemical stain. Both of these are liquids.”
The determination of whether the liquid is filled into plastic or glass is decided by Dako’s R&D team, based on product sensitivities, with light a key concern due to its potentially negative impact on the product.
“All of our products are temperature-controlled either by refrigeration at two-to-eight degrees Celsius, or packed in dry ice for shipments, so it is important that once they are properly packaged, they are properly stored and shipped to our customers to maximize shelf life,” says Bischof.
Processing to packaging
Kelleher says reagents are manufactured in a bulk chemical production department and then transferred via a large plastic “carboy” or tank to filling.
Dako refers to the new Inventek equipment by the acronym AFTCATS, which stands for Automated Fill Tip Cap And Torque System. The AFTCATS system replaced two machines and a number of manual processes. Says Bischof, “There was a labeling unit and a filling and capping machine. We added the new machinery because we wanted to reduce the equipment footprint on the floor and automate and improve our throughput. We wanted to add automated quality checkpoints to replace processes that were being done manually.”
Kelleher notes that Inventek equipped the AFTCATS system with a PLC from Omron that controls the entire process. Real-time process controls include fill measurement, torque monitoring, cap height, label placement, and item and lot number validation. The equipment even provides automated label application and verification. All process data is stored and recorded for archival purposes.
At the front end of the system, operators manually load bottles into a hopper. Bottles are supplied cleaned and ready to fill from different vendors in the U.S. and Europe. They are then advanced from the hopper onto a fluorescent light table, which is where the robotic functions of the machine begin. The first Fanuc pick-and-place loading robot is equipped with an infrared iRVision system, also from Fanuc Robotics. The vision system identifies bottle locations so that the robot can pick them up correctly.
“The brain of the system is the first robot’s vision system, which takes snapshots of the bottles to see their position on the light table,” explains Kelleher. “It matches the images it sees against patterns that are already stored for that bottle type. It can tell which way they are configured, and whether or not they are stacked on top of each other, and then the five-axis robot can move and maneuver its end-of-arm tooling, which uses a suction cup to pick them up.”
Bottles are placed by the first robot into small pallets, or nests, on a single conveyor line for processing. The nests accommodate any of the 11 Dako reagent bottle types. These nests contain bottles securely as they proceed throughout the Inventek system.
Ensuring proper fill weights
Bottles are initially weighed empty to accurately gauge the critical filling process. The system fills two bottles simultaneously via a Watson-Marlow dual pump-head peristaltic pump with ± 2% accuracy. Pump calibration is accomplished automatically, using a robot, with two empty bottles picked, weighed, filled, and reweighed. During production runs, this occurs with every fifth bottle.
Two bottles are filled at once as the fill tips move along with the bottles. Once the fill cycle is complete, the fill tips return to their original spot to fill the next pair of bottles. Meanwhile, another robot picks up the filled bottles and places them back on the scale to make sure the fill amount is within tolerance.
Bischof says, “Now, we have recorded data that checks every fifth bottle and makes sure it was filled properly.” He says, “This is another great benefit. It’s a good manufacturing practice that we use to ensure that we are filling our product appropriately,” he adds.
Further fill accuracy assurance is provided through application of automatic process control alarms. Says Kelleher, “The machine has a two-step calibration sequence, so that when the option to fill a bottle is selected, it first automatically fills two graduated cylinders. The volume is verified by the operator, and if it is acceptable, the process moves to the second step in the calibration cycle in which the system fills two bottles. The first robot picks each empty bottle up and places it on the scale, weighs it, fills it, and then weighs each of them once filled. The PLC calculates and displays the liquid weight for each bottle, the difference between the two, and the average. The average weight is what the machine uses to set a target fill volume weight for the production run and must be accepted or rejected by the operator. Once the value is accepted, the PLC establishes an alarm band of plus or minus two percent of the targeted weight. This multistep calibration sequence ensures that the volume of liquid being filled by the pump is accurately calibrated to the weight measured by the machine, which accounts for any differences in densities among the various products. During the run, every fifth bottle is weighed. If any of those bottles falls outside of the plus or minus 2 percent range, the machine self-alarms and stops.”
Filled bottles then index along the conveyor where a second robot inserts a tip that resembles a tip used on an over-the-counter eyedropper. This capping robot also places the cap on each bottle and spins the cap on, much the way a human would.
Following capping, bottles go into a servomotor-driven torquing station that tightens the cap to a specific tolerance. Says Bischof, “When you select the bottle type from the operator touchscreen, it automatically selects the correct range of torque to apply to each bottle.” Torque values are monitored and can be displayed on the highly graphic operator interface.
Labeling is next
Bottles then index to the third robot, which picks them up with the end-of-arm tooling and places them into an Inventek-designed label applicator, which uses a Datamax-O’Neil industrial desktop printer. Each label is printed with lot and item number, expiration date, and a 2D barcode.
The process is overseen by two Cognex vision systems. “One vision system checks the print quality coming out of the printer, and the second vision system checks the placement of the label onto the bottle,” notes Kelleher. Print quality is imperative, as it has to be read by automated systems used by Dako customer laboratories. Each 2D code is also read and verified by the vision system, which confirms the lot number and item number on the label vs the current machine setup.
After labeling, the robot places the bottle into a tote underneath the conveyor for offloading and manual case packing. From the production floor, packaged reagents are stored refrigerated and then are shipped either via refrigerated or controlled environmental conditions for next-day deliveries to hospitals, pathology and diagnostic labs, and/or doctor offices.
Breaking down the benefits
Bischof estimates that each of the two previous machines occupied an 8x10-ft space, whereas AFTCATS requires half the space of one of the earlier units. “We want to keep our space available for newer, more efficient types of equipment and add more work opportunities for automation on the floor.”
The previous filling and capping machine speeds depended on the bottle and fill volume, but Bischof says that in many instances, fill rates with the new equipment rose from an average of 12/min to 35/min, in essence tripling speeds in some applications.
Dako also enjoys labor savings, which can reach 70% per line compared to the previous equipment, depending on the bottle type and variety.
Overall, AFTCATS runs about 30 hours/week, considerably fewer than was required with the previous machinery.
“The new Inventek system is a pretty amazing piece of equipment. When it is running, there are so many safeguards and fail-safe operations, with every single station checked by fiber optics, measurements for weight and cap height, and multiple verifications of critical process data. There is a lot of technology, and it adds to the quality of the Dako name.”