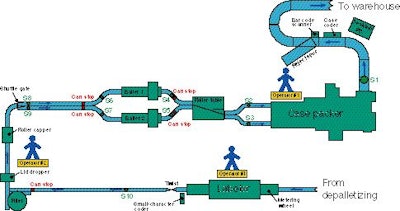
Momentary jams can be handled without shutting down conveyors or machine. Sensors detect any significant product accumulation due to more serious jams, automatically signalling a conveyor PLC to shut down the next upstream machine or conveyor before the accumulation physically jams those machines. (As a safety measure, if a jam is serious enough to shut down a conveyor or machine, an operator must physically examine the machine in front of it to make sure any problem is corrected before hitting a restart button.) The flow logic was worked out by plant engineer Mike DiMaggio and Valspar's conveyor supplier Nedco Conveyor Co. (Union, NJ). Technophiles will find nothing sexy about Valspar's flow control system--no sleek color monitors displaying a real-time graphical representation of line flow, no link to the plant's host computer, not even variable speed conveyors. Instead, an intelligent arrangement of photoelectric eyes, shuttles and can stops, all linked to a central PLC, controls the conveyor network. It keeps the flow as fluid as possible at speeds ranging from 50 to 90 containers/min--without the need for human intervention. Sensors and the SLC 5/03 PLC controlling the line flow are supplied by Allen-Bradley (Milwaukee, WI). Software programming was done by Nedco. How it works After cans are depalletized, they are delivered to the line on their sides, for label and bottom-coding. Then they're oriented upright via a twisted guide rail for downstream filling and lidding. At this point, the flow is diverted into two lanes by an air-cylinder-operated shuttle gate to feed the line's two bailers (which attach the metal handles, or bails). When cans exit the bailers, they are combined back into one stream at a roller table conveyor with an angled slat that forces the flow back into one stream. Cans are quickly diverted back into two lanes for the dual-infeed wraparound case-packer. Why combine only to separate again? Because the case packer won't operate unless product supply is uniform in both lanes. Thus, the case packer continues to operate even if one bailer goes down, since the other bailer's output feeds both lanes of the case packer. To understand the control logic, it helps to follow how the line reacts to jams at various points, working backwards from case packing. If sensor 1 (S1 on the diagram) detects cases accumulating from the conveyor to the warehouse palletizer, a signal will be sent to the conveyor PLC, which will then stop the case packer and its outfeed conveyor. Of course, cans will back up at the case packer infeed until they're detected by either S2 or S3. Once the conveyor PLC receives a signal from those sensors, it will then shut down the bailers and the conveyors in between. S4 and S5 control only the can stops at the merge section after the bailers. (Similarly, S8 and S9 control the shuttle gate after lidding, causing it to shift back and forth distributing cans equally to both conveyors that feed the bailers). If S4 and S5 detect two cans that appear to be converging at the same time, a can stop will be activated to hold one can back a split second while the other advances, so that they merge effortlessly. "This is a little bit unique," says Scott Naiden, Nedco's controls integrator that worked with DiMaggio in locating sensors and determining line logic. "What's more typical is to have a preferred lane, left or right." Operated by an air cylinder, the can stops are used in several places because they're more precise than shutting down a conveyor section. When activated, the stops halt the flow of cans, without stopping the conveyor. For momentary jams, stops permit the line to keep running for as long as possible before a backlog of cans starts shutting down other conveyors and machines. In effect, can stops turn the conveyors into mini-accumulators. If bailer 1 jams, then backup at that bailer's infeed will be detected by S6. The PLC will activate the can stop immediately preceding S6, holding back cans already en route to the bailer; if the jam can be fixed quickly, the can stop will be withdrawn. If not, the shuttle gate will stop switching back and forth, instead feeding cans solely to the operating bailer. Once both bailers are up and running, can stops are withdrawn and the shuttle starts feeding both, all automatically. In the event that both S6 and S7 detect backups at bailer infeeds, the can stop prior to the filler is activated. The concept of control logic is that any stoppages are localized where possible, permitting production to continue at other upstream and downstream points on the line. "Every machine that you don't have to stop is going to enhance your potential production," Naiden says. The control logic has paid off in terms of increased efficiency. "They were hoping to get 60 cans per minute, given production rates at their other plants," says Naiden. "But they were actually able to run the line successfully at a lot higher throughput. When the system is working a little smarter, it works a lot more efficiently."