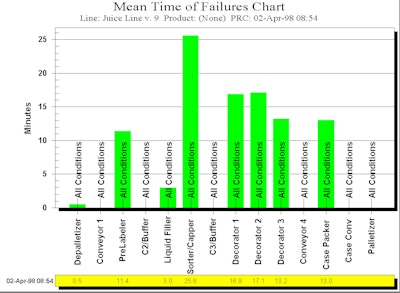
As packagers look to squeeze even more efficiency out of their packaging lines, many have begun to explore the use of sophisticated data collection systems to monitor key performance benchmarks. Such benchmarks can be used to identify performance bottlenecks or to measure the effect of changes to equipment, materials, personnel or procedures on the line. Data collection systems can be stand-alone on a machine, or part of a Supervisory Control And Data Acquisition (SCADA) system. Part one of this series (see PW, Oct. '98, p. 134 or packworld.com/go/scada) explored the benefits of implementing SCADA hardware and software on a packaging line. The focus of this piece is to provide practical advice to those packagers planning to implement such a system. First, don't assume that all existing sensors and control logic for line operation also can be used for data acquisition. The function of the packaging line to produce a quality product at the required output is paramount and should not be compromised. Data acquisition is really a secondary function separate from line control. It's not unusual to add a supervisory PLC or PC and/or some additional sensors solely for the purpose of data collection. Avoid information overload Spend time upfront determining the specific data that is needed to obtain a real picture of the packaging line. Resist the idea that more data equals better analysis. It's more important to collect the right data (see sidebar, p. 87). Collecting too much data also can interfere with the actual control of the packaging line. That's because the sensors on a packaging line that constantly send data to a supervisory control PLC or PC controller can overwhelm that controller with data. PLCs and PC controllers execute the same control program over and over again, many times per second. Each time the program runs, the controller receives updated information regarding product or package positioning from sensors on the line. Then, depending on the positioning, the controller effects movement of those packages via actuators, motors, pushers and other devices. The more signals that a supervisory controller must receive (from additional sensors, other PLCs on the line or other devices), the longer it takes to execute its control programming. If an overloaded PLC is prevented from executing a strict, time-sensitive action on a given package or packages, there is a possibility that the action won't take place in time, or at all, resulting in jams or faults. Validate the process Before analyzing data, it's a good idea to validate the data acquisition process itself to make sure the data is reliable. It is possible for false or ghost data (downtime on a machine that never occurred) to occur due to communication issues among sensors, PLCs, PCs, etc. One way to catch such errors is to continue logging information by hand for a period of time and compare the manually acquired data with that acquired electronically. When analyzing data, try to distinguish symptoms from true problems. Many times, companies simply add the downtime for all machines to calculate total downtime on the line. This may not distinguish, for example, between a machine that's down due to a jam and a machine that's blocked by a jammed downstream machine or starved by a jammed upstream machine. By avoiding these distinctions, it's easy to overstate the actual amount of downtime experienced on the line. Try not to look at data from just one viewpoint, such as percent of downtime. Again, one could be looking at symptoms mixed in with the problems. Examining product run-cycle graphs, machine-state graphs, downtime graphs (there are more than five types) and, if possible, disturbance frequency graphs for the same periods will help ensure a correct evaluation. Avoid making any business decisions based on data from one or two production runs or less than 100 hours of production. The data must be statistically significant and anomalies must be mitigated or removed. Always segregate the data by line, product and size. Don't assume that any SCADA system will do the job. Most SCADA software programs are very good in generic supervisory control and acquiring data. However, some SCADA systems don't do a good job of assembling, filtering and displaying the information in a way that's appropriate for and specific to packaging lines. There are some third-party software programs that easily can be integrated with commercial generic SCADA systems to provide more packaging-specific analysis tools. Upgrading for SCADA Before adding a SCADA system to a packaging line, scrutinize the line's configuration. The layout of some packaging lines may make it difficult to implement SCADA or any kind of data acquisition, due to: 1. Insufficient number of individual machine PLCs or lack of a line control PLC. Some lines, even new ones, are not controlled by a central PLC or supervisory PLC. Also, some machines may be isolated completely and have only relay logic and no PLC or PC control. Remember, to collect data on a given machine there must be some type of controller to monitor sensor inputs. 2. The lack of a communication or control network that permits PLCs to freely communicate with one another and with office computing systems via the company's local area network (LAN). Although there may be PLCs controlling a line, if they're not networked, it's impractical to implement a SCADA system, which requires the presence of such a network in order to operate. 3. Multiple PLC vendors used. Most PLCs from different vendors have difficulties talking to each other (especially older models). Solutions include replacing mixed PLCs with a single vendor's controller or retrofitting PLCs with interface devices (where possible) so that they all can communicate via a common network protocol or "language." 4. Insufficient or improper sensor locations, types and numbers. Sensors and measurement devices must be reviewed to ensure no loss of line control and proper data acquisition. In most cases, a few sensors must be added. 5. People are not psychologically prepared for SCADA. Many years ago, some large firms installed data acquisition systems only to find out that they were ineffective at best and costly. Today, new methodologies, software and computers have addressed many of the problems experienced in the past. Still, people must be trained in the use and value of a SCADA system for it to bring benefits over the short and long term. The costs to remedy these difficulties can be considerable. Where automated on-line SCADA systems cannot be justified, manual or semi-automated methodologies and software programs can yield effective results. Getting started Become educated on SCADA and lay out what you need and what you want to do with the data. Talk to vendors who are knowledgeable in this area. Visit trade shows. Select the software that will fulfill your needs. Ensure that the software has direct online connections to experts through a modem or e-mail to the software vendor for updates, troubleshooting and assistance. While it's usually best to use a qualified integrator to lay out, install, commission, train and service your system, it's also crucial to involve the packaging engineer. Controls engineers, electrical engineers, software gurus and integrators are not specialists about your packaging environment, and therefore, they rarely understand its subtleties. The packaging engineer's role should be to direct and manage the installation of a SCADA system. He or she should make sure the software is configured to take into account the packaging requirements and the nature of your products and operation. Within a few months, you should begin to make positive business decisions about your packaging operation, and be on your way toward being world class. Paul Zepf is director of engineering at Zarpac Inc., a packaging consulting, project engineering and software firm in Oakville, Ontario, Canada, and author of several books and articles on packaging line performance. Eric Rumi is director of projects at Zarpac Inc. Both can be reached at 905/338-8880.