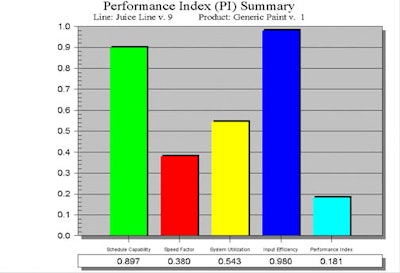
Any packaging engineer worth his or her salt understands the importance of line efficiency, cost reduction and quick changeover. But how many know how to achieve these goals by using data acquired electronically from their packaging machines? At its most sophisticated, data acquisition can be part of an automated hardware and software system often referred to as Supervisory Control and Data Acquisition (SCADA). These systems not only provide operational control of an entire packaging line (see sidebar, p. 136), they also collect data from equipment on that line (see diagram, below). Third-party analysis software can be used to make sense of the data that's collected. The general benefits of effective data acquisition and analysis are: * Higher profits from lower per-case costs. Being able to fine-tune the packaging line based on data that's been analyzed can reduce costs through fewer rejects, less rework, less downtime and more efficient labor utilization. * Better decision-making on questions of expansion. Information provided by this process can deliver a more accurate picture of current capacity utilization. This valuable intelligence can help guide decisions about whether to plan a new line or remodel older ones. * Improved quality. Information from a SCADA program can form the basis for a continuous improvement program-including documentation for ISO 9000-without a major change to packaging procedures or an overall increase in paperwork. * Faster training. An employee with just one to two years of packaging experience should be able to use the data to more quickly learn about a particular line that otherwise would require years of experience. Analysis of the data can provide insights into the subtleties of how a packaging line runs, including the pattern of how specific machines operate and what their tendencies are. Putting the data to work Data acquisition systems provide packagers with a number of quantitative ways to look at their packaging lines. Data can be systematically collected through SCADA software running on PCs that continuously monitor PLCs on packaging equipment. In turn, the PLCs continuously monitor the sensors on those machines. In some cases, it may be necessary to install additional sensors solely for data collection. Downtime is one of the most important statistics packagers evaluate. A SCADA system can help identify whether a machine is down because it has jammed, or because it's blocked by a downstream jam or starved by an upstream one. Because the software can distinguish between these different causes, it provides a more accurate conclusion about a machine's overall efficiency. Careful analysis of these different machine states (blocked, starved, running, off, etc.) can reveal a lot about the line. For example, plotting the speed of a line start-up after changeover should be a smooth, upward curve that rises and then flattens out. However, if the data reveals a bumpy, jagged or irregular pattern, it indicates a rough acceleration of the line during the ramp-up. Detailed analysis of curves on problem lines can be used to identify specific causes, such as poor changeover, incorrect or improperly installed or adjusted change parts, non-adherence to standard operating procedures, and more. For example, a given packaging line might show a smooth start-up curve for the day shift, but a jagged one for the night shift. If the only difference was a personnel change, the data could point to poor training or non-adherence to SOPs, a common problem with third-shift personnel who often receive haphazard training from day-shift operators. Improving performance Analysis of downtime can also be used to help determine the need for and the size and location of accumulation tables in the packaging line. Data acquisition software isn't necessary to reveal a problem with a line's output. The software will provide, however, information that can help packagers focus their time and attention on the specific packaging lines, machines and people that most need the help. But downtime involves more than just lost production. Data collected by SCADA allows packagers to analyze the "ripple effects" associated with planned downtimes. We worked with a company, for example, where management believed that end-of-run purge-outs and clean-up took an average of about seven minutes, regardless of the product being packaged. But analysis of real-time data gleaned from the packaging line showed that purge-outs averaged 18 minutes, ranging from 8 to 39 minutes. The cause: excessive accumulated rejects. It seems that such rejects were being reworked into the line at the end of the run, prolonging the end-of-run purge-out, which was picked up by the data acquisition system. As well, the changeover time was product-sensitive, contrary to what management believed. The new data led the company to change its standard operating procedures and alter equipment and controls. These changes cut rejects dramatically and significantly shortened the time for purge-out. Benchmarking packaging lines Data collected from packaging lines can also be synthesized into benchmarks (see chart, p. 136). Benchmarks can be used to compare the performance of packaging different products on a given packaging line. Also, benchmarks allow a company to compare the performance of one line to another, or even one plant to another. Through the use of simple statistical tools such as averages, minimums and maximums, several benchmarks can be created. System utilization measures the efficiency of a packaging machine or line over a given period of time, typically a run cycle for a given product. This measurement can be broken down into run-time and changeover efficiency. A wide range of changeover times could indicate poor training, improper change parts, under-scheduling of products and/or lack of adherence to SOPs. As packaging lines increase the number of products run and shorten the length of runs, this changeover benchmark becomes a critical tool. Line speed benchmarks are based on two measurements. First is the fastest speed that each machine can reliably and consistently operate. The second is the speed that it runs in actual practice. In theory, they should both be the same speed. But in the real world, a variety of factors (commonly out-of-spec packaging materials) force packaging lines to run slower. A data acquisition system can help pinpoint the causes. Input efficiency focuses on how much of a line's input-measuring both product and packaging materials-makes it through the packaging process. Data acquisition and subsequent analysis can focus attention on whether rejects and rework are being caused, for example, by out-of-spec materials or improperly adjusted machines or both. Since many machine faults are due to poor input quality, a data acquisition system can provide hard evidence of quality problems that can be shared with packaging materials suppliers. Schedule and labor capability refers to the predictability that a packaging line will complete a product run in a given amount of time with a given amount of labor. The more often a production run is finished on time with a set number of workers, the more reliably those figures can be used for future scheduling with the most efficient usage of labor. Part two of this series will focus on the do's and don'ts of implementing a SCADA system for packaging and will discuss how to get started. c Paul Zepf is director of engineering at Zarpac Inc., a packaging consulting, project engineering and software firm in Oakville, Ontario, Canada, and author of several books and articles on packaging line performance. Eric Rumi is director of projects at Zarpac Inc. Both can be reached at 905/338-8880.