The stainless steel, low profile, plastic belt conveyor will move the bottles between an existing customer chute to the inlet of an existing customer bottle unscrambler.
The vacuum portion of the chain utilizes blowers or an enclosed fan to move air beneath the conveyor. In this case the inlet side has been attached to the conveyor frame and air is pulled from the conveyor, through the modified chain which draws the bottles down against the extremely fast moving plastic table top belt. The air is then exhausted at exit.
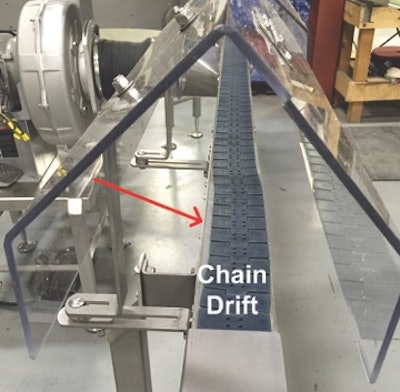
Certain sections of the conveyor incorporate chain drift technology, a special option used to help minimize the distance between tabletop chains that are supported by separate conveyor frames. Parallel transfers provide a seamless, smooth transition from vacuum to non-vacuum chain.
Protective Lexan shields were also specified to help keep unwanted debris from entering the empty bottles. The Lexan covers are hinged so the operator can manually lift sections as needed to get beneath the protective area. The conveyors are equipped to run up to 180 ft./min. at 60 hertz with no accumulation.



























