The Louisville, KY, plant of blow molder Captive Plastics has long relied on semi-automatic case packing to put its bottles of polyethylene terephthalate into reshipper cases. It was slow, labor intensive, and inefficient, says Tony Springate, plant manager. This became a real obstacle as more distillery customers began to request that Captive supply bottles packed upside-down in corrugated reshippers.
So early last year, the blow molder had a turnkey line installed by Wepackit (Orangeville, Ontario, Canada) that automatically carries freshly molded bottles from blow-molding equipment and loads them top down into bottom-sealed corrugated cases that are automatically erected and loaded with fiber partitions. The output of the new packer has won kudos, Springate reports. Key customers, like Bardstown, KY-based Heaven Hill, back him up.
“We haven’t had any problems with the cases of empty bottles we receive,” says David Hobbs, Heaven Hill plant manager. “Captive supplies our 750-mL bottle, which we call the ‘carry pack,’ and they supply most of our closures, too.”
Heaven Hill fills the 750-mL bottle with its own-brand spirits or with gin or vodka under the Burnett brand. “Captive sends the bottles in preprinted cases for several of our brands, and some others are packed into unprinted, generic cases that we label ourselves.”
Saving manpower
Before the Wepackit equipment was installed, only case erecting was done automatically. “We had to have two and sometimes three people manually loading the cases that had been automatically set up,” Springate reports. “It certainly wasn’t a very efficient process for us.
In addition, more and more distillers prefer to receive plastic bottles inverted in reshippers, he says. “It’s a definite trend. After all, inverted bottles in reshippers is how most of them receive their glass bottles, too,” he points out. “By packing plastic bottles the same way, it’s easy for the distillers to convert their filling lines from glass to plastic and back again.”
Although Springate wasn’t at the Louisville plant when the plant decided on the turnkey line from Wepackit, he’s been delighted with the results. “Instead of committing two or three people to case packing, now we do it very easily with a single person. That operator mainly keeps the system loaded with case blanks, partitions, and hot melt adhesive for sealing the cases. The operator is also there to make sure we don’t have any jams with the infeed conveyors.”
Bottles are conveyed directly from the molding machines, although there is some accumulation space in between. “There is a queue for bottles before they feed into the case packer, so they have about ten minutes to cool before we pack them,” Springate says.
Special packer design
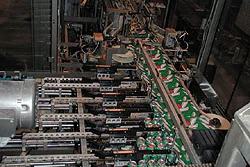
The key to the case packer’s efficiency, says Springate, is the design of the bottle transfer system. Bottles are conveyed toward the packer and “channelized” into three side-by-side lanes. Once a 3x4 arrangement is in position, the Wepackit’s special inverting head moves over the bottles and grips them mechanically by their necks. Next, the head lifts the 12 bottles and rotates 180° so that the bottles are inverted.
A second head descends to capture the bottle bases by vacuum when the inverting head releases them. The second head then travels in an arc to gently lower the 12 bottles just above the adjacent case and the bottles are released into the case. Earlier, the case blanks were erected and bottom sealed with hot melt. A partition inserter opened an H-style fiberboard partition and inserted one into each case before the case was conveyed to the bottle packer.
Once loaded with bottles, the cases are conveyed to a manual palletizing station where workers build pallet loads to order. “We have to do this part of the operation manually because different customers prefer different pack patterns,” Springate points out. “Heaven Hill, for example, likes its pallet loads interlocked, but other companies like column stacking.”
The other feature that Captive likes about the case packer is that there is virtually no changeover time involved. “We run 750-mL bottles on this machine ‘round the clock. Some are shaped differently, but we really don’t have to do much to change the machine to accommodate them,” Springate says. “After all, all the cases are three-by-four twelve-pack arrangements.” He says there are few changes even for the guiderails on the infeed conveyor.
Better corrugated
With a complex system that’s expected to run reliably on a ‘round-the-clock basis, Captive has had few problems. “We had the manufacturer do some troubleshooting with the complete line upon start-up,” Springate recalls. “Since then, it’s been a good system. We naturally have to do regular maintenance, and we monitor it closely. But this system requires no more attention than any other we operate.”
As soon as the corrugated suppliers understand the precision required for a fully automated erecting and packing line, Captive will eliminate the final issue it’s had with the line.
“Most often, the problem is the score lines. If the converter scores right between the flutes, we get a nice even bend and it runs beautifully. But if the scores are right on the flute, it’s tougher to bend the blank smoothly and the machine will have trouble picking up the case.”
Problem cases probably never leave Captive Plastics. Heaven Hill’s Hobbs says it hasn’t experienced damage with incoming bottles in cases. In its operation, the pallet loads of bottles are depalletized semi-automatically. Then, individual cases are inverted and run up a lift, Hobbs says, and a person manually lifts the box off the bottles on an infeed conveyor to the packaging line. The worker then places the case upright on a conveyor leading to the case packer, where it’s reunited with the bottles that have been filled, capped, and labeled. The cases are then top sealed and palletized for distribution.
The Louisville plant was the first to use the packer from Wepackit. But the company is so satisfied with its operation that a second system was added to Captive’s Piscataway, NJ plant. That’s a strong vote of confidence.