With most new packaging lines it installs in any of its 27 far-flung plants, Hershey Chocolate North America relies on powerful software to monitor packaging line efficiency. The software reaches down into the guts of each packaging machine (or more precisely, each machine's PLC) and collects a myriad of statistics that can be used to troubleshoot efficiency problems.
The software, Fix DMCS from Intellution (Norwood, MA), runs on PCs that are tied into a packaging line's PLC network. This software, and the PCs it runs on, is referred to as a Supervisory Control And Data Acquisition (SCADA) system. As the name implies, the software does two things: It permits line monitoring and control, and facilitates the collection of machine efficiency data.
Not all of Hershey's lines run the supervisory control and data collection software, but it is typically specified for new packaging lines.
Tracking downtime
One of Hershey's top priorities is tracking downtime. Not only does software automatically track downtime for each machine, but it also tracks the cause of the downtime automatically, without relying on line operators to jot notes on clipboards.
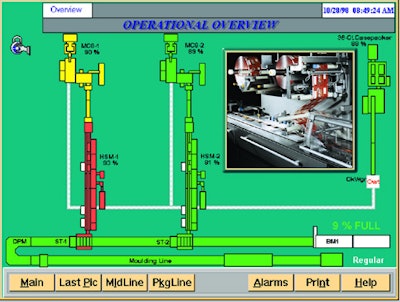
How? In a word, sensors. Using Hershey's packaging machine network, the SCADA software collects information from sensors through the PLCs on each machine. For example, in the SIG Pack (Raleigh, NC) flow wrapper shown in the photo (above right), the machine's PLC continuously monitors each of its SICK Optic (Eden Prairie, MN) sensors. When a given sensor is tripped-indicating that a certain part of a machine is malfunctioning-that condition is relayed to the PLC and documented by the SCADA software.
It's not always possible to track the reason why a specific jam occurred, but it is possible to identify parts of a machine that are experiencing problems.
Wade Latz, manager of packaging systems engineering, says the software tracks both planned and unplanned downtime. It sorts these faults by how often they occur and lists the duration of each occurrence.
Another crucial statistic is the operating efficiency of a machine, expressed as a percentage of theoretical uptime. "This allows you to see if performance has changed from shift to shift," says Keith Campbell, director of automation and integration at Hershey.
Other stats include running hours, standby time, the time a machine was available but not operated (indicating unused capacity), the percentage of operating time and the percentage of time it produced useable product. Of course, complete packaged product counts are provided, too. For example, on a flow wrapper, one can view the total number of candy bars wrapped, the number of package sizes and configurations produced on the machine and the number of rejects, both wrapped and unwrapped.
The data permits Hershey to identify patterns that might foretell efficiency problems. By evaluating data over time, it's possible to distinguish true efficiency bottlenecks from one-time aberrations.
The data also greatly aids start-up of new lines and permits Hershey to verify that new machinery is working properly. Or as Latz rhetorically puts it, "Has the machine met the contractual performance requirements-i.e., do we pay the bill?"
Speeding changeovers
Along with data acquisition, the software provides "supervisory control." For packaging lines at Hershey that experience a lot of product changeover, the control aspect helps to speed packaging changeovers. "When the operator needs to perform a changeover, the software will actually download all the settings to all the machines on the packaging line," says Campbell.
Hershey's supervisory personnel can call up specific, detailed, real-time information on any machine or line connected to the system. Managers can access the same screens on their desktop computers via the local area network (LAN). And operators access the software through what's called the human-machine interface (HMI) via touchscreen PCs on the plant floor.
Operators on the packaging line can use the HMI to check out the status of equipment either downstream or upstream. Operators in the candy molding rooms can slow down the molding operation if they observe a problem developing downstream on the packaging line.
The system can also be used for long-distance troubleshooting. For example, engineers at the Hershey, PA, headquarters can pull up real-time HMI screens for a packaging line or machine in distress in a plant 3ꯠ miles away.
"Packaging engineers, production teams and engineering managers can pull up this detail on a line anywhere across the country through our wide-area network," Campbell says. "When there's a problem, we don't have to physically be in that plant" to examine what's going on, he says. This helps Hershey better support its manufacturing plants across North America while it also reduces travel costs and response time.
Real-time displays
The software can display several types of information. An overview screen can display a graphical diagram of several packaging lines at once. Different colors indicate the current status of each machine-e.g., green indicates a machine is currently operating, red means it's down, yellow means it's ready to receive product and blue means it's turned off. Real-time efficiency percentages are also displayed for each machine.
Touching or clicking on any individual packaging machine brings up detailed operating data on that machine, including recent faults (e.g., "Hot melt device not ready"), operating speed, number of products packaged, number of rejects, etc. In fact, virtually every number that's collected as part of the data acquisition process can also be displayed on the HMI screens in real time or for the previous five shifts. After that, the numbers are then archived to a more permanent data acquisition database on the corporate network.
An important benefit to Hershey is that one software package does the work of what used to be two separate but unrelated functions. Before the advent of modern SCADA software, built-in HMIs on packaging equipment would collect data from the PLCs and display it on the touchscreen built into the equipment. Then, a separate, dedicated software system would collect the same data for data acquisition purposes. Today, one set of software does both functions, simplifying programming and maintenance of the software.
Open systems make it possible
Of course, the benefits of supervisory control and data acquisition software cannot be realized unless packaging machines are networked together. That's because the SCADA software uses that network to communicate with PLCs on the packaging line.
The networking protocol is important to how well the SCADA software works, according to Campbell. Hershey is an ardent supporter of "open" systems, where hardware, software and protocols conform to a standard not owned or dominated by a single supplier. Thus, it uses Ethernet to link PLCs and PCs that run the SCADA software. Ethernet is a universal protocol that originated in office automation but is now increasingly popular in manufacturing.
"We have as many as 100 PLCs, motion controllers and human-machine interfaces all talking on a common network segment [without breaking the network]," says Campbell. "That kind of performance, in our experience, is not obtainable using proprietary networks."
Scalability was an equally important factor for choosing SCADA/HMI software from Intellution. Says Campbell: "Some software packages will do one-to-one HMIs real well," meaning one HMI dedicated to, and often embedded in, one packaging machine. "But if you really want an integrated system with several HMIs talking with several packaging machines, then some products fall apart real quickly. Intellution is one of the few products we've tried that's robust enough to do many-to-many."
Hershey's SCADA system is part of a broader, ongoing effort to meld packaging line automation with integration. In fact, Hershey coined a unique name for its packaging controls strategy: "autogration."
"Autogration is a word we use to define automation and integration as one thing, not as two things that are connected together," says Campbell. "Autogration brings together [via Ethernet] the office, the desktop, e-mail, office management, mainframe computers right down to packaging machines on the plant floor."



























