GE Plastics manufactures a variety of materials at its 1ꯠ-acre Mt. Vernon, IN, site. The CPP plant produces millions of pounds of Valox®, Xenoy® and Enduran® engineering resins that are used to make automotive parts, appliance housings and electrical connector products. These are costly, high-performance materials that are as different from commodity packaging resins as the moon rover vehicle is from a Ford.
The resins are produced round-the-clock, seven days/week and packaged in everything from 55-lb bulk bags to 1ꯠ-lb gaylords to railcars. More than two years ago, the company embarked on a six sigma quality effort as the CPP plant addressed critical-to-quality (CTQ) variables that are crucial to its customers. Six sigma is a measurement of the tolerance level for deviation at the company.
Because the end products are typically molded, metal contamination in the material can damage costly molds. "Shipping anything less than the highest quality is a cost we aren't willing to pay," states Rick Vavra, materials and logistics manager for the CPP plant. "So we work very hard on this."
Surveying the world
When the Six Sigma program began, "we were doing all we could about metal contamination with the technology available to us, using rare earth magnets plus detectors," points out Ray Kolberg, a leader of the quality effort. "To get to six sigma in this area, we realized we must use a new technology to get there."
The CPP managers began to search for that new technology. "We surveyed the world to find out what the best detection levels were in our industry," recalls Vavra. "Although we saw some pretty impressive detection levels in the Far East, those instruments didn't have the capacity to handle our size of extrusion line. So we went to several vendors and presented them with the capabilities we wanted."
Along with sensitivity and throughput, the Mt. Vernon plant offers some other challenges. First, the resin pellets move through the detector at a high temperature, fresh from the extruder and bath. Second, the environment is humid because GE uses water to clean out its compounding lines. Finally, the pellets flowing through the ring detector have a high static charge.
The CPP group then evaluated the technology offered by the vendors, and the plant equipped two lines with detectors from two different suppliers. "We ran both of them for several months, and the Safeline unit won that face-off. So, then we retrofitted the whole plant with Safeline detectors."
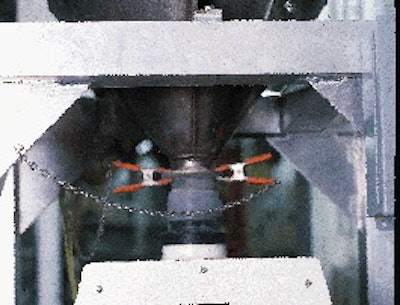
The Model GF65 is a gravity-feed ring detector with an aperture size of 65 mm (about 2.5"). Particles as small as 0.3-mm ferrous and 0.5-mm stainless can be detected and rejected at throughput rates of 4ꯠ lb/hr. "We believe we're applying the best technology in the world," Vavra says. But that wasn't the end of the story.
Continuing improvements
When the detectors were being installed, it became apparent that more development work was needed. For example, Safeline designed its system to withstand direct high-pressure washdowns up to 1ꯠ psi. The aperture membrane is said to be water-tight, and the control board is also better protected from condensation and water.
The high static levels generated by the resin was another issue. Safeline developed new grounding techniques and designs to withstand the electric charge. GE also modified the coating on its throughput tube to help reduce static.
At the same time, GE and Safeline together developed a calibration program. GE's procedures dictate that calibration must occur every eight hours, and Safeline's Performance Validation Routine helps assure that the detectors are operating within specifications. The detectors, for example, can be programmed to automatically call for recalibration at predetermined time intervals, and to give a secondary signal if a performance test is not accurately completed.
To perform the calibration, Safeline provided pieces of metal encapsulated in small plastic test parts that can be injected into the product flow and recovered from the material diverted by the reject valve, about 12" below the detector head. This assures calibration testing to specifications.
Modularity and more
One of the factors that led to the selection of Safeline is the modularity of design that offers a quick change of parts to minimize downtime. GE went even further by purchasing a back-up series of detectors that are mounted on wheeled carts for fast substitution.
"We can replace a malfunctioning detector in a matter of minutes because we engineered a quick-disconnect device on the throughput tube," Vavra says. As well, additional detectors are used in GE's quality lab.
GE not only wants to remove metal contamination, it also wants to try to identify its source. As a back-up check, technicians take random samples from the production line and examine the rejected resin to trace the source of contamination. "In many cases, the contamination is from purchased raw materials, and we can trace it back to our suppliers. We tell them about this, and many of our suppliers have purchased these detectors to help eliminate contamination before their materials come to us," Vavra says.
The company is also evaluating how to take advantage of Safeline's real-time bi-directional communications possible due to its RS-232 serial ports. Another division at Mt. Vernon already uses the manufacturer's SafeNet software that provides early-warning problem capability, documentation, historical information and remote technical support.
If quality is contagious, so is quality measurement. The GE Plastics operation is ISO 9000 certified, and Safeline's ISO 9000 certification is what Vavra calls "a significant consideration."
To measure the effects of the quality improvement program, GE closely audits customer issues. According to Ray Kolberg of the Six Sigma program, "Metal contamination is no longer a customer complaint issue in our Crystalline business."