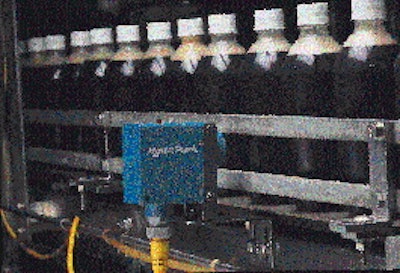
Name a function on a bottling line where a conventional photoelectric sensor would be the traditional control choice and you're likely to see an ultrasonic sensor in its place at Coca-Cola Bottling Co. Consolidated's Mobile, AL, plant. Within the past two years, the plant has replaced photoeyes with Superprox® SM550A, SM573A and SM575A sensors from Hyde Park Electronics (Dayton, OH). Installed on three filling lines, the sensors continually measure the elapsed time between the transmission of a sonic pulse and the pulse echo reception to determine proximity or motion. When the Mobile plant went into production in 1973, it produced five million cases a year. According to operations manager Jack Mitchell, volume has since tripled. Today beverages are shipped primarily to Coca-Cola distribution centers that supply retail outlets in Alabama, Georgia, Florida and Louisiana with more than 80 stockkeeping units that include Coca-Cola, Dr. Pepper, Welch's, Barq's and Seagram's brands. The current 15-million case volume is filled on four lines: a 20-oz PET line that runs at 450 bpm; a PET line that handles 2-L sizes at 220 bpm and 3-L at 155 bpm; and a 12-oz aluminum can line that operates at 1값 cpm. A fourth line, which does not utilize the sensors, packages beverage syrup sold for special applications such as sporting events. No new equipment was necessary to accommodate the new sensors. Improving PET efficiencies Sensors monitor a variety of functions on rinsing, filling, capping, case packing and coding equipment. On the high-volume PET lines, the sensors have helped improve efficiencies by approximately 20%. "We use sensors to protect equipment on the lines," notes David Hawk, maintenance manager at the Mobile plant. "When we used the photoelectric sensors we had problems with burn-through," he explains. "When you send a light beam at a clear bottle, a certain amount of that light is going to go through the bottle as if no bottle was there. That resulted in false starting and stopping at various points on the line. We turned down the sensitivity or moved the sensors to different angles to try to get them to work better but we couldn't gain the consistency we needed." Hot water and steam generated by high-pressure clean-in-place washdown procedures also wreaked havoc on the former sensors by causing condensation which often meant downtime and additional labor costs. On the 20-oz line Coca-Cola uses two motion control sensors (one is redundant) to trigger operation of the rinser. As bottles are conveyed to the rinser, the sensors detect them, and the rinser starts up. "We've gradually increased our speeds through better control that the sensors provide," says Hawk. "Before we started using them we ran at about 60-percent efficiency at 400 bottles per minute. Now our efficiency is 80 percent and we run at 450 per minute rates." A proximity sensor is set up at the filler's infeed gate to better control the 30' conveyor distance between the line's rinser and filler. Sensors assist at filling and capping stations as well, helping Coca-Cola make sure a cap is in place on the filled bottles. Due to tight quarters, a remote sensor head is used for this function. Sensors "can" problems Downstream, sensors control ink-jet coding of the 20-oz bottles. "One of the big problems we had in the past with photoelectrics is that the reflector and eye they use were set rather close to the spray head," notes Hawk. "As the ink was sprayed, some of it contacted the reflector so we couldn't determine accurately if we were getting a good code. We replaced it with an ultrasonic sensor and haven't had a problem since." Sensors also assist Coca-Cola's can line. Prior to adding ultrasonics to this line, photoeye sensors detected six-packs of cans as they travelled along a split conveyor that diverted them to two separate lanes. Due to tight spacing, some cans would contact the reflectors. This could scratch them, making them ineffective. "It was a troubleshooting nightmare," says Hawk. "We would replace the reflective tape on the previous units only to have the same problems in three or four months. In January '94, we replaced them with the ultrasonics, which are positioned slightly further away from the cans, and eliminated the trouble." Downstream on the can line, sensors are also used to activate coding of the 12-pack paperboard cartons and 24-pack cases. "We've been extremely satisfied with the sensors," Hawk summarizes. "They've eliminated considerable troubleshooting and downtime on our lines here at Mobile. That's led to greater efficiency and reliability, which justifies the use of these sensors."