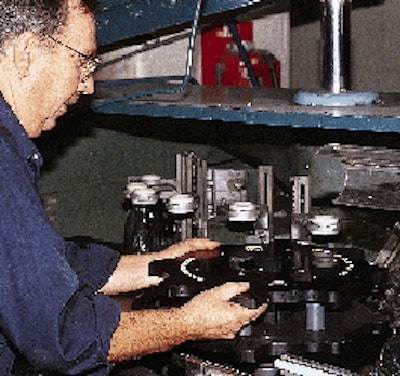
Montreal, Canada-based Joseph E. Seagram & Sons' LaSalle, Canada bottling plant is improving efficiencies and reducing costs in an effort to improve the bottom line. A key weapon in that fight was the recent blending of two glass filling lines into one. This single line has been transformed with quick-change parts (for tool-less changeovers) to reduce downtime and labor costs. Seagram's Bottling Development Division (Waterloo, Ontario, Canada) supplies color-coded "kits" for 17 different bottle types (encompassing more than 60 total SKUs) that run on Line #5 in LaSalle. Each kit typically contains change parts and feedscrews to match quick-change feedscrew drives for the line's cleaner, filler and two cappers. Additionally, the kit contains some 60 common spacers that are snapped into place between guiderail brackets that are mounted to the conveyors between the four machines. These quick-change Trackstar® guiderail brackets are manufactured by Fenner Drives (Manheim, PA). Fenner purchased the rights to these quick-change components from Bottling Development about one year ago. Error-free system "In the past, we had to make regular adjustments every time we did a line changeover," says Gerry Cristiano, the plant's bottling project engineer. "We had to adjust the timing of feedscrews to match up with that of the machine's starwheels, all by trial and error. So, we'd loosen the screws, adjust the components, tighten the screws and run the machine to see if they worked properly. We had to loosen nuts and bolts for center guides and adjust them as well. Each machine was adjusted this way until the timing was right for that particular bottle." Changeovers have been slashed to 30 minutes or less for machines that have been equipped with quick-change components. In the past, some of these machines could take up to three hours to change over. "The quick-change parts from Bottling Development are coded by color, symbol and number so that mechanics can easily locate the components they need and where they go on the line," says Cristiano. "For example, a decal in the change part that shows a green diamond around the number two. That tells us this change part is used on the 'green' product line with the 'diamond' machine. The diamond may refer to a capper while the number two designates a specific bottle. This simplifies the changeover and makes it virtually error-free." The physical changeover is faster, as well, Cristiano contends. "Nearly everything is done with speed knobs and digital readouts where you just turn the knob to release the part and slide the new part into place, which is at optimum setting. Take starwheels," he continues. "They're mounted to quick-change core timing hubs so that instead of having to unscrew them as was necessary in the past, we just take one starwheel off and put the next one on for each particular bottle. We don't need tools and it can be done quickly." He continues, "We refer to these modular sets as having built-in 'memory' in that any time we run a particular bottle, we can position the parts correctly the first time, whereas in the past, it required fine-tuning with every changeover." Bob Banyard, division manager of Bottling Development, states that there are two keys to success in this particular project at the 1.5-million sq' LaSalle plant. "All of the hardware is designed and made for simplicity of use, and is modular in concept," he says. "For example, the feedscrew drives and change parts are more or less the same regardless of the line equipment in use." Combined efficiency Several reasons prompted Seagram's to merge lines five and six into a single line. "It was costing us too much time and money to maintain machinery on two lines," says Cristiano. "Not only weren't the lines producing sufficient volumes, they were also using valuable floor space. So we made the decision to combine the lines." The line became operational about a year ago. It now produces about 10% of the plant's annual 2.2 million case volume, he says, equivalent to the output of the two former lines. Cristiano explains that very little equipment was discarded during the process. "Some of it was sent to Bottling Development for overhauling so it could be reused. A case packer was dispatched to another Seagram plant. We kept a capper for spare parts, and we retained the best components from each line to make this line as efficient as possible." Glass bottles filled on the line range in size from 50 mL to 1.75 L, with the bulk of production in 750-mL and 1.14-L (40-oz) sizes. Crown Royal, Seagram's V.O., and Captain Morgan rum are among the most popular brands filled on the line. The line runs 30 weeks a year, one shift, five days a week. Speeds range from 30 to 110 bpm. "Speed isn't a top priority," says Cristiano. "We're not mass-producing product, but rather filling lower volumes and shorter runs. We do about three changeovers a week. The limiting speed factor on the line is an older labeler. We're looking to add quick-change capability to it, despite its age. Quick changeover is part of our philosophy now." Looking at the line The line begins as operators empty bottles from reshippers onto a bottle feeder. Empty cases are placed on an overhead conveyor where they head towards a manual case-packing station downstream. From the bottle feeder, single-filed bottles are conveyed to the air cleaner, filler, and then to either of two cappers. Which capper is used depends on whether a plastic or metal closure is needed. All of this equipment has been used for years by the plant. After capping, bottles proceed to the labeler that uses cold glue to apply up to three paper labels to the bottle. Labeled bottles then proceed to a bander for application of a tamper-evident neck band when required. The newer Model 50-M neck bander is made by PDC Intl. (Norwalk, CT). "We added the bander at the same time as the quick-change components," Cristiano notes. "It is easy to change over, and it is a lot more efficient than our previous 'stamping' machine that applied an excise tax stamp to the neck of the bottle, as required by law. That's no longer needed. Now, the machine applies a polyvinyl chloride band to the bottle." The PDC machine perforates the PVC band vertically to provide easy opening. A torn band would indicate tampering. For bottles that Seagram's does not band, tamper-evidence is provided by a cap that incorporates a breakaway ring. Bottles not requiring a neck band continue to an inspection table where operators visually inspect bottles for label placement, empty bottles or low fills, damaged caps, etc. Unsatisfactory bottles are pulled off line. Bottles passing inspection continue on the conveyor to a manual case-packing station. "On our old Line Six, we had an automated case packer, but that machine required considerable tweaking for each of the different bottles we run on this combined line," Cristiano explains. "We elected to case pack manually because even with manual labor, we come out ahead compared to the costs of maintenance and downtime it took to change over the case packer for each of our bottle sizes." Attractive ROI The decision to equip the combined line with quick-change components was driven by both economics and marketing. First, maintenance and changeovers on the four machines has trimmed labor costs by approximately 40%. And with the marketplace dictating shorter runs rather than filling, labeling and packing large quantities, then warehousing them, the company now maintains minimal inventories and production is more just-in-time. The variety of bottle shapes and sizes that now run on this single line also influenced the quick-change decision. "These are not generic-type bottles for the most part," says Cristiano. "They're more intricate shapes that aren't designed for high-speed, high-volume production. With these products, it's very important for us to be able to run for a few hours, and then make a changeover for another product as soon as possible." This same reasoning applies to Seagram promotions, which Cristiano refers to as "on-packs." These, he says, are value-added packs where the bottle is sold with a gift item attached by hand. He points out that there are a few quick-change parts on other lines at the LaSalle plant, though they're not used as extensively as they are on Line 5. "Our 1998 fiscal year began on July 1, and two additional lines here at LaSalle are scheduled to convert to quick-change parts during the year. In fact, we have provisions to add quick-change capability to every line here in the future." After a year of experience using the quick-change parts, the LaSalle plant gives them the thumbs-up signal. "With any project we undertake, we do a projected return-on-investment based on what we call an Index of Attractiveness rating," Cristiano says. "This is a complicated formula that determines ROI over a 10-year period by figuring in capital costs, depreciation and other accounting formulas. The attractiveness of the quick-change parts and line combination project is extremely high."