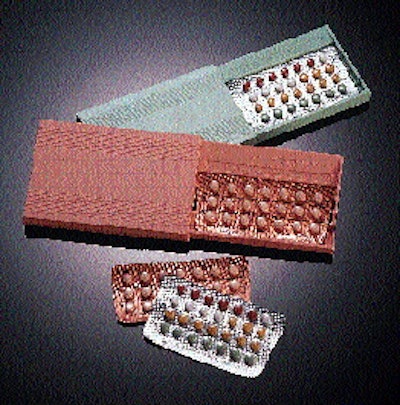
Looking to automate a manual tray loading operation, Wayne, NJ-based Berlex Laboratories turned to a customized robotic collator/tray loading system. Running at the solid-dose prescription drug manufacturer for just over a year, the robotic unit collates and loads foil/polyvinyl chloride blister packs of tablet contraceptives into corrugated in-process trays. The machine enabled Berlex to redeploy operators who were doing manual loading. Quality is improved too, since the blisters are handled in a gentle, consistent and repeatable way, thus eliminating the potential for mishandling. After talking with several vendors about producing a custom machine for its unique application, Berlex settled on Farason (Coatesville, PA), whose design centered on an AdeptOne robotic arm from Adept Technology (San Jose, CA). Spearheading the project, Berlex's industrial/packaging equipment engineer Kevin Petro had initially contacted Farason because he had been impressed with its proposed solution for another project Berlex had contemplated but that never got off the ground. "All I remember is, hey, this is a clever idea. So I called them back on this project," he recalls. The two products packed on this machine, Levlen® and Tri-Levlen®--two different formulations of oral contraceptives--each come in 21- and 28-tablet blister packs whose light weight posed a handling challenge. As Petro puts it, "The robot concept worked, but the question became: how do we get the blisters into such a machine?" Farason ended up designing a three-part feeding process that transitions a 5-up continuous stream of blister packs into closely grouped batches of 20 (16 for the slightly deeper-draw Levlen® package) in preparation for a robotic pick. Five-up production The process starts out as finished, cut blister packs are produced at 300/min in a 5-up configuration on a horizontal thermoform/fill/seal machine from Uhlmann Packaging Systems (Fairfield, NJ). The blister packs are transferred onto a short conveyor station, standard from Uhlmann, designed for manual inspection. It turns the upside-down blister packs 135° to display them to operators at a 45° angle. After manual inspection, packs automatically convey to the Farason machine's infeed. Once in the infeed, the packs stand up straight since each lane is really no more than a slot. The packs are pushed along from above, by a series of continuous-motion overhead flight bars. Soon after the collator/tray loader takes control of the blister packs, the gap between each lane narrows so that the packages are brought together as they travel down the infeed section. When they reach the end of the infeed, they're delivered into a flighted indexing belt, one pack per flight, still standing on edge. The belt is the second phase of the handling system. Once in the indexing belt, the blisters advance at a right angle, away from the infeed deck, toward a collating area. When they reach the collating area, the third phase begins. A pusher arm advances, pushing a group of 10 blister packs off the indexing belt and into a holding area known as the pick box. The pusher arm repeats its cycle a second time so that the pick box holds 20 blisters. That group of 20 is now ready for pickup by the five-axis robotic arm. Trays on-demand Separately, the reusable in-process trays, which are manually erected as needed, are manually placed on a separate flighted, angled tray infeed conveyor so that several trays are queued up and ready to go. When the machine is first started up, two trays are dropped down to a lower section, which is also angled so that any blister packs loaded into the trays rely on gravity to remain pushed towards the front. Operating at speeds of 20 picks/min, the robotic arm descends toward the pick box in the collating area which holds the grouping of 20 blisters. The head, which consists of a clamp, closes gently yet securely on the blisters from the front and back. The arm then lifts the packs and swivels over to one of the two waiting corrugated in-process trays. Once over the in-process tray, the arm matches the 45° angle of the tray. It deposits the blisters in the tray and returns to the collating area to retrieve another batch of blisters. When the robot finishes loading one of the two trays in the loading area, the finished tray is pushed by a sliding heel onto a takeaway conveyor. The robot, meanwhile, begins immediate loading of the other in-process tray, already in position. While that occurs, a new tray is dispensed from the tray infeed conveyor. There were two key considerations in designing this machine. One was to have the collator/tray loader match the speed of the blister pack machine. To do this, Farason mounted an encoder on the drive shaft of the blister machine. It sends electronic signals to the Farason machine's digital motor speed controller that moves the flight bars. Thus, blister pack machine and collator/tray loader are always in sync. Also, in the unlikely event of a jam, the entire overhead flight bar assembly elevates upward and out of the way--at the push of a button--for easy access to jams in the infeed area. The second consideration was how to handle empty lanes caused by rejects from the blister machine upstream. Empty lanes would mean gaps in the indexing belt, resulting in incorrect counts once blisters are pushed into the pick box by the fixed-width pusher arm. To compensate, the Farason machine first detects any missing blisters via a sensor in each lane and causes blisters to transfer lanes as necessary to fill up the far left lanes. If, for example, lane 2 is empty but the rest are full, a series of metal gates along the infeed section would divert packs in lanes 3, 4 and 5 into lanes 2, 3 and 4, respectively, much like switching trains to adjacent tracks. The machine doesn't care if fewer than five blisters feed into the indexing belt; but it wants to avoid having an empty flight on the belt, since that gap would be "pushed" into the pick box, resulting in an incorrect count in the in-process tray. Minimal changeover Although Berlex packages two separate blistered products on the line, changeover is minimal since the size difference between the blister packs is slight. In fact, at the time of PW's visit, Berlex was in the process of resizing its Levlen® packs so that they are the exact same length and width as the Tri-Levlen® blisters. But since the Levlen® tablets are slightly thicker, the draw on the PVC thermoform is about 1 mm deeper than the Tri-Levlen® blister. As a result, changeover from Tri-Levlen® to Levlen® involves instructing the machine's Allen-Bradley (Milwaukee, WI) SLC 501 programmable logic control to pull two sets of only eight blisters off the indexing belt each time instead of two sets of 10; similarly, the robot's controller (supplied by Adept Technology) is instructed by the PLC to expect to pick up 16 blister packs versus 20. A finished tray consists of 96 Levlen® blisters versus 120 for the slightly thinner Tri-Levlen® blisters. The two product settings are preprogrammed and involve simple selections on the touchscreen control. No physical changes need be made to the machine. Trays are hand-loaded into shippers that are quarantined until quality assurance inspections are completed. (Currently testing is contracted out, but Berlex hopes to soon validate its machine vision system on the blister machine, eliminating the need for this step.) When the batch is approved, it's released for final packaging and shipment. That process involves manually placing the blisters and instruction pamphlets into high-impact polystyrene dispensing cases, which then convey to a cartoning operation where the prescription medications are packed three or six dispensers to a carton. Why in-process trays? So what prevents Berlex from placing blister forming in-line with final dispenser case assembly and cartoning? After all, such a setup would eliminate the need for in-process trays, especially once Berlex validates the inspection system and halts outside inspection. Petro acknowledges that would eliminate the need for a robotic collator/tray loader, but he believes it would have serious drawbacks. "If you have a machine that's producing 300 blisters a minute, you better have a machine or people that can assemble 300 dispensing cases a minute coming off that machine," says Petro. "Also, if the blister machine is down today, then our assembly is down and our cartoning is down. On the other hand, if we plan ahead and build up some inventory of blistered product, then we assemble and carton, we have flexibility, and we can remain a one-shift operation. It costs a little more because you're holding some inventory, but what is the cost to run a second shift?" he asks rhetorically. The machine has enabled Berlex to redeploy labor to other packaging areas, performing work that had been contracted out. Based on labor savings, Petro estimates a two-year payback on the machine. He adds that the source of the project's success was to involve not just the packaging department, but the whole operations group including purchasing, planning and materials management. And most importantly, Berlex sought input from operators and maintenance personnel. "I want the people that live with this machine every day to be involved with it," Petro stresses. "Without that you could spend millions on it, but if the people who work with it don't like it, guess what? It isn't going to work." Next up: automatic dispensing case assembly. Plans are already in the works for Farason to build an automatic assembly machine that would open the cases, insert the blister packs, inserts and labels and close them. That machine is expected to be completed later this year.