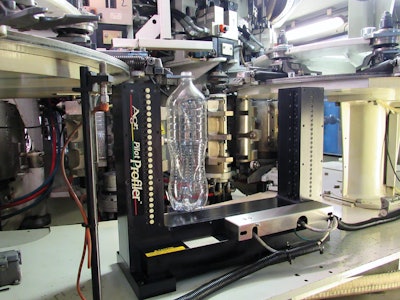
Market forces recently prompted GEPP, the exclusive bottler of PepsiCo trademark beverages in Mexico, to embark on an ambitious lightweighting campaign involving an Agr Process Pilot Automated Blow Molder Control system mated to a Sidel SBO 16 Universal blow molder. Under the leadership of Corporate Technical Manager Jesus Lopez, the company selected Line 1 in an integrated bottle-making and filling plant in Hermosillo for its first Process Pilot initiative. The Hermosillo facility, in the northwestern state of Sonora, is one of 25 in the corporate network that produces carbonated and non-carbonated soft drinks and purified water for distribution across the country.
Although an established plant with a talented operations team, the Hermosillo site presents one of the most formidable stumbling blocks for lightweighting: its climate. As a thermal process, blow molding is highly susceptible to swings in environmental conditions, which Hermosillo has in abundance. Morning temperatures can be in the high 60s F (20 C), while afternoon spikes to 100-plus F (38 C) are not uncommon. Then it cools down again over the third shift.
These dramatic variations in ambient temperature pose a challenge in the consistent production of uniform bottles, even when not lightweighted. When there’s a reduction in resin of more than 10 percent, the operation demands acute precision, which is exactly what Process Pilot delivers. GEPP has also found that the fine-tuning capabilities of the Agr system enable major production efficiencies in the form of faster blowmolder start-ups, shorter changeovers, rapid jam recovery, reduced scrap, and—paramount—improved bottle quality. Not to mention the bottom-line impact of less material consumption.
Material distribution Is critical
The lightweighting process removes different amounts of resin from different areas of the bottle sidewall. The secret to successful weight reduction is rigorous adherence to the material distribution parameters specified by the recipe for each bottle type.
“In lightweighting, you have to put the material in the right place,” explains Hermosillo Plant Manager Eduardo Araujo. “When you’re working with less material, that’s a lot harder to do. If you can’t keep the material where it needs to be, you can’t lightweight."
Under López’s leadership, the material distribution specifications for each packaging format have been meticulously calculated and thoroughly tested by GEPP’s corporate engineering department to ensure bottle integrity. The minimum weight for a bottle is based on “managing the customer experience in the region,” he says, a key factor in protecting the brand.
Quality protocols are established after evaluating the behavior of the container at the individual blowing site—from production through filling, capping, and labeling—and then further in palletizing, shipping, and on the retail shelf.
Given the influence of local climates, the same container style might not have the same target weight in different parts of the country. For example, if the weight of Hermosillo’s 3-L high-carbonation bottle goes below 57 g, the container will expand and not perform correctly, whether in the plant or in the market, given the varying temperature conditions within its 500-mile distribution radius.
Even before lightweighting, GEPP had already taken a significant step to reduce the process variabilities by implementing stringent preform manufacturing criteria. There is only one preform supplier to the entire 25-plant network, the GEPP-owned Processos Plasticos, in Tutitlan. It is corporate policy to make all preforms of a specific size and weight on the same Husky injection molding system, so they will not be affected by individual machine characteristics.
“Normally, when one size of preform comes from different presses, there are variations that affect the process,” says López. Using a designated press standardizes each batch, for maximum uniformity.
Process Pilot
With standardized preform manufacturing and immediate shipment to plants to bypass fluctuating storage environments, it’s easier for GEPP to assure that its Sidel blowmolders start with the same raw material on each production run. But you can’t standardize the weather. The Hermosillo plant operates around the clock from Monday through Friday, with two shifts on Saturday and occasional Sundays during high season. Production runs typically span two days—and the gamut of temperature conditions. And as Araujo observes, “you don’t want to put the same amount of heat on a 90-degree preform as a 70-degree preform.”
Looking for a way to bring more stability to support Hermosillo’s lightweighting initiative, López’s team found the solution in Agr’s Process Pilot. Installed inside the SBO 16 on Line 1 in March 2016, Process Pilot introduces an additional layer of automated control over the blowing process. “It is a helpful device to maintain the same conditions no matter the environmental temperature,” states Regional Operations Manager Alejandro Romero.
Pilot ties into four blow molder control functions: oven lamps one through five, pre-blow pressure, pre-blow start time, and preform set-point. It teaches the blow molder the exact recipe for each type of bottle and learns how the machine reacts to variations in process conditions. When even minute changes in material distribution are detected, Pilot tweaks the blow molder functions—for example, a slight alteration to the preblow settings or lamp temperatures, so the preform is heated as evenly as possible on the spindle before being transferred into the mold.
A key component of the Pilot system is the goalpost, a line-up of high-precision sensors deployed in the blowmolder takeout area. The sensors measure the thickness of each bottle at 12.5-mm intervals along the sidewall. Agr’s proprietary algorithms instantaneously analyze the thickness measurements over a specified number of bottles (from 100 to 1,000) and compare the results to the recipe. When material distribution starts trending out of spec, Pilot automatically redirects resin placement to maintain optimum production, without the need for operator intervention, which can involve much trial and error.
“Process Pilot manages how the blow molder makes the bottle so it always comes out the same,” López points out.
Process variations and blow molder adjustments are clearly visible on Pilot’s operator interface. Mounted on a freestanding pedestal, the full-color screen translates different process datasets into easy-to-read graphics and charts. For example, an outline view of the bottle depicts thickness measurements and highlights non-conforming areas of the sidewall, giving the operations crew immediate feedback on blowmolder performance.
“The Agr machine can be a good thermometer to detect problems occurring in the blowmolder,” says Araujo. “Is it the transducer? Time for maintenance in a specific area? It is a valuable diagnostic tool.”
Other screen views display historic reports, such as trends in line speed, defect rates, and mold status.
25% Faster Changeover
Line 1 produces a mix of no-, low-, and high-carbonation bottles for six different products—Pepsi™, 7UP®, Mirinda (an orange-flavored soda), Manzanita Sol (apple flavor), Limonada (lime), and Epura (water)—in multiple sizes: 600-mL, 1-L, 1.5-L, 2-L, 2.5-L, and 3-L.
Job changeover used to take an average of two hours—about 1.5 hours to install a different set of molds in the 16-station blowmolder, and then another half-hour for process verification and quality checks. “Because of the temperature fluctuations at the plant, the operator needed a lot of time to get the right quality of bottle,” says Araujo.
Since the Process Pilot installation, the line is up and running within minutes of start-up. “With Agr, as soon as the blowmolder starts, it makes good containers,” he notes. “We do fewer checks and we don’t have to do sampling, so our changeovers are 25 percent faster.”
With an average line speed of 24,000 bottles/hr, that 25 percent reduction in changeover time equates to a significant productivity boost—and cost savings. “We are able to save approximately 6,000 bottles from scrap and use these bottles to fill production needs with every job changeover,” reports Araujo.
Adds López, “The second big advantage is that now all job changes are automatic. The recipes are already stored in the system, so the operator just selects the one for the scheduled production. We don’t have to do constant checking in order to have confidence in our process.”
Downstream efficiency
Similar efficiencies are evident in jam recovery. Before the Pilot installation, Line 1 output was less uniform, and downstream jams caused line stoppages. Non-conforming bottles incur handling issues.
“Bottles that don’t have the proper material distribution are not stable and do not perform correctly downstream, in labeling, capping, or shrink wrapping,” Araujo explains. For example, if they expand too much, they get stuck in the airveyor rails, and the line backs up--sometimes all the way to the blow molder. With the integrated line configuration allowing only one minute of accumulation time, “if the problem is not fixed quickly, the blow molder stops,” says López.
It used to take about 15 minutes to get the line going again. The operator, who was constantly monitoring the blow molder, would have to pull out a complete round of bottles, then take them to the lab and make tests to determine what caused the problem. Then he would adjust and restart the blow molder. In all, GEPP lost about 15 minutes of production—3,000 bottles—with each jam.
“Now, the Sidel with the Agr system installed is not stopping,” says Araujo. “On our other line, without the equipment, it’s quite a different situation.” When a stoppage does occur on Line 1, “Pilot brings the process back to baseline two to three times faster. The numbers are outstanding.”
Summing up Process Pilot benefits to GEPP’s lightweighting program, López’s recites, “Qualidad, tiempo, y merma--quality, time, and scrap. The most important for me is the quality of the bottle.”
The financial payback is another part of the equation. With the blow molder operating at 24,000 bottles/hr, the 6 g removed from the 2-L low-carbonation bottle saves approximately seven tons of resin over each 48-hour production run.
But that’s not the only lightweighted bottle to generate an attractive return. The 2-L high-carbonation version is down by 2.5 g, to 49.5 g from 52 g. The authorized gram weight for both is 42.3 g, so more reductions lie ahead. The 2.5-L high-carbonation bottle is down to 54.8 g from 57 g, with a further reduction of 2.4 g authorized.
The entire GEPP team takes pride in Hermosillo’s lightweighting successes and is enthusiastic about making even more progress with the support of Process Pilot. Losing should always be such a winning proposition.