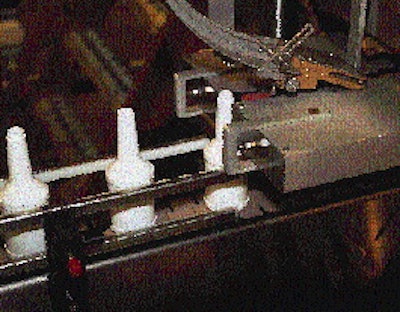
"When you look at the variety of sizes we're doing, you understand why versatility, not speed, was the primary concern." That's how plant engineer Doug Burt of Shrader Canada Ltd. sums up the new line running at the firm's plant in Oakville, Ontario. A contract packager running a wide range of liquid products for the automobile aftermarket, Shrader decided 1995 was the year to automate. Burt wasn't kidding about bottle diversity, either. Right now 12 different bottles are filled on the line, and about all they have in common is that Express Plastics (Mississauga, Ontario, Canada) extrusion blows them of BP Chemicals' (Cleveland, OH) Barex® modified acrylonitrile. The bottles are round, rectangular or oval, from as small as 250 mL to as large as 1 L, with neck diameters as narrow as 20 mm or as wide as 38 mm. SKUs are plentiful as well, ranging around 200 during peak periods. The bottles filled on the new line formerly were filled on one of three different fillers. That was about it for packaging machinery. The remaining operations--feeding empty bottles and caps, labeling, capping, case packing--were done manually. A key objective behind the modernization was to reduce the number of manual operations, and this objective has indeed been met. "The number of standard positions on the line is down to four," says Burt. "It may be reduced by one more as we continue to improve efficiency, particularly during long runs where a changeover doesn't complicate things." The new line is pretty fast, too, even though high-speed filling was not a primary concern. According to Burt, the smaller bottles are filled at about 200/min. Changeover times The newest piece of equipment installed in the line, a bottle unscrambler from Posimat (Miami, FL) added last November, provides a good illustration of what's involved when Shrader goes from one bottle to another. The machine has 16 pockets that deliver upright bottles to the filler's infeed conveyor, and all 16 must be changed each time a new bottle is introduced. Speeding the task along, however, is a patented changeover system in which all the parts snap in and out with no need for knobs, levers or tools. "Our people have it down to about 20 minutes, all without tools," says Burt. "That includes three air valves that have to be set and a 'baffle' that keeps bottles lying flat in their pockets during the time we want them flat." Filling is performed by a 12-nozzle rotary volumetric filler supplied by BWI Kartridgpak (Davenport, IA). It was selected largely because Shrader was confident of its ability to handle the wide range of bottles involved and because it accurately fills viscous as well as highly fluid liquids. The machine also features the latest in no-tool changeover, as star wheels, infeed worms, center guides and other components are added and removed by means of knobs that are tightened or loosened by hand. Bottles exiting the filler make a 90-degree turn and proceed to the Unicap 210 capper, supplied by Charles Lapierre (Point Claire, Quebec, Canada). A Lapierre automatic cap feeder orients the caps and delivers them down a chute to the position at which cap and bottle meet. The chute is adjustable in width to accommodate the six different cap sizes--from 20 to 38 mm in diameter--that Shrader handles. The capper also has a removable brass chute end dedicated to each cap size. One pin is all it takes to hold the end firmly in place, so it's simple to switch to a new size. Naturally the cost of six brass chute ends made the capper more expensive than it would be if it had an adjustable one. But this section of the machine, which places the cap on the bottle as the bottle passes beneath it, is critical where efficiency is concerned. And Shrader feels a dedicated end is the most reliable way to go. Snap fit, too As if having six different cap sizes to handle wasn't tricky enough, one bottle requires a snap fit instead of a threaded closure. So a spring-loaded bar is added as a change part for that cap. As the bottle picks up its cap from the chute and is conveyed beneath the bar, the cap is pressed down tight. An induction sealer from Enercon (Menomonee Falls, WI), creates the inner seal. Later, the bottles pass through a cap retightener supplied by Charles Lapierre and then a pressure-sensitive labeler from that firm as well. Between the retightener and the labeler is a 30' long double-lane conveyor loop that provides valuable accumulation space should the labeler go down. "Depending on the bottle we're running, it can provide up to seven minutes of accumulation," says general manager Barry Poyntz. "In our startup it proved extremely useful. Even now that we're up and running it's used frequently. "If the labeler needs a new roll of labels, for example, we don't stop the equipment that's ahead of it. The PLC governing the line automatically signals a gate to divert bottles into the accumulation conveyor as long as the labeler is down. When the labeler comes back up, another signal closes the diversion gate and bottles resume flowing into the labeler." The programmable logic controller Poyntz refers to is a PLC-511 from Allen-Bradley (Milwaukee, WI). The p-s labeler applies front, back, wraparound, spot or neck labels. It has a variable-speed infeed timing wheel that gently pinches bottles against a spring-loaded support and releases them into the labeler with a frequency predetermined by the operator at the control panel. It also has a spring-loaded bottle aligner that consists of plastic chains that close on the bottles from opposite sides and hug them as they enter. This centers them until they are released to an overhead stabilizer conveyor responsible for carrying them through the labeler. Between the timing wheel and the spring-loaded aligner, a variety of bottle shapes and sizes can be accommodated with no change of star wheels, feed screws or other infeed parts. Changeover code numbers Another distinguishing feature on the labeler is the use of numerical indicators for critical adjustments such as wiper position, overhead height, and label height. When it's time to change, the operator enters the product code number at the control panel. The CRT screen displays numerical values for all the settings that must be changed. Each setting must be changed by the operator before the next one appears on the screen, so there's a built-in guard against anything being accidentally overlooked. Labeled bottles proceed to a case packer supplied by Wepackit (Orangeville, Ontario, Canada). It uses either of two types of pick heads--vacuum or mechanical--to grab hold of a group of bottles and then lift and place them in a waiting case. Case erecting and taping are done automatically on machines also supplied by Wepackit. Because the taper accepts random-height cases, it requires no adjustments at all during changeover. The case erector requires adjustment, but it's done without change parts. It's the case packer that requires the most attention. It uses any one of six sets of gripping heads for the six cap sizes used on the 12 different bottles. And though five of these sets are mechanical grippers, one operates by means of vacuum instead. "The one-liter round bottle hardly has any neck," explains Poyntz. So it's difficult to grip." With the exception of the bottle unscrambler, the line has been running for about a year. Both Poyntz and Burt indicate that there was plenty of learning to do over the past year. But progress has been steady, they say, and today the line's efficiency has reached the point where Shrader's sales department will soon have to corral some more contract business to keep the line busy.