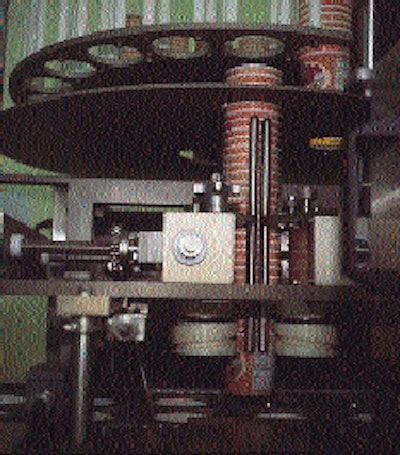
With a dozen pouch packaging lines and three canister lines, private label packer Ontario Foods is an established player when it comes to packing powdered or dehydrated products. Its core items include soups, iced teas, fruit drinks, and blends of pasta or rice with seasonings. Now the Albion, NY, firm has a whole new business to develop: dehydrated soups and single-serving meals in cups. Once again, private label customers and contract packaging will be the main focus. "These cups represent a rapidly growing form of packaging for soups and single-serving meals," says Ontario president Karl Simonson. "Companies like Knorr, Niles Spice, Specialty Brands and Fantastic Foods [see PW, August 1995, p. 30] have basically built a whole new category with them. We see an opportunity in the same category, but on the private label side rather than with branded products. That's why we made the rather aggressive decision to purchase a line on which to package the cups." Simonson says the $400ꯠ investment carries some risk. But he believes that when branded product marketers are successful in building a new category, it's inevitable that supermarket chains will want to enter that category under their own labels. "We wanted to be in a position to help the chains do it," says Simonson. "And we wanted to be first." Running since June, the plant's soup cup line is driven by an intermittent-motion depositing system from Food Equipment Mfg. Corp. (Bedford Heights, OH). The first three fills are accomplished volumetrically via slide plate technology that has become something of an FEMC trademark. The fourth filling station, volumetric as well, is a twin-auger system from All-Fill (Exton, PA). Finally, a rotary star pocket feeder built in-house by Ontario performs the last depositing function. Cup-feeding first Special features of the FEMC equipment, which fills cups two across at up to 100/min, are two automatic rotary cup feeders, one for each lane. Only recently available from FEMC, the feeders were first installed at Ontario. Each feeder holds 20 columns of 50 cups. Once the operators load the columns, they can pretty much forget about cup feeding for approximately 20 minutes and turn to other tasks. The columns of cups rotate into position over each denester as needed. A photocell reads when the denester is nearly out of cups and sends a signal for the next column to move forward one position. The cups then fall down into the denester, replenishing it just before its load of cups is gone. Just three operators are required for the complete line, and the automated nature of the rotary cup feeders is a big reason why, says vice president of manufacturing Richard Cook. But it isn't the system's automation alone that pleases him. He also likes how positively the lightweight cups are controlled as they move from nested stacks down into the pocketed plates that carry them through the system. "A unique system of four rotating screws per denester grabs hold of the lip of the cup and cleanly separates the cup from its stack before dropping it into its pocket," says Cook. "It's a very positive method of control, and one of the things we liked best about the FEMC machine." Inserts that snap into the carrier pockets are also appreciated by Cook. "They let us run basically any size cup in the marketplace," says Cook. "By snapping in the right insert, we can fill 10-, 12-, or 15-oz containers, single or double-wall." California Environmental Cup (Menlo Park, CA) supplies the paperboard cups, while lids are made by Microclean (San Jose, CA). It starts upstairs Production begins one floor above the packaging line, where three drum dumpers and one tote dumper provide the noodles, rice, seasonings, and vegetables that go into the cups. All four dumping systems were supplied by Uhrden (Sugarcreek, OH). Feed tubes take the product by gravity downstairs to the hoppers on the filling line. All three of the depositing stations made by FEMC are slide plate fillers, each equipped with two depositing cups. These shuttle back and forth on a stainless steel plate, moving between the discharge of the hopper, where they receive a load of product, and two product discharge holes cut in the plate directly above the pocketed plates carrying the soup cups. The depositing cups telescope, so the amount of product they hold is adjusted by raising or lowering the slide plate, thus collapsing the depositing cups or elongating them. Originally there was one plate on which the depositing cups slid. Both product discharge holes were cut in it. But as Ontario moved into production, it proved difficult to get consistent volumetric amounts into each of the depositing cups. Cook attributes the problem to the simple fact that in volumetric filling, where gravity and bulk density of product are responsible for accomplishing the fill, sometimes the flow of product on the right side of the hopper isn't equal to the flow on the left. So the single slide plate was removed and replaced with two separate plates that can be adjusted independently of each other until the amount of product entering the two depositing cups is equal. Next in line is the All-Fill twin-auger filler, used for powdered product and spice blends much finer in consistency than the noodles, rice or vegetable blends that run through the FEMC-built depositors. From a single hopper the All-Fill unit divides into two separate fill spouts, one over each lane of the FEMC cup transport system. "It's very accurate," says Cook. "And its computer stores all the different runs in memory. All we do is call up the product we're running and it sets up automatically." The last depositing station in the line was assembled by Ontario's own mechanics, who combined some new components with some that were already on hand elsewhere in the plant. The product being handled on the day PW visited was dehydrated green beans, each small piece weighing virtually nothing. What Ontario came up with is essentially a star pocket feeder for each cup lane. Beans fall from upstairs into two hoppers right above the filling line, one for each star pocket feeder. The feeders operate identically. From the hopper, beans fall into a small vibratory tray that drops them into a second identical tray. By the time they hit this second vibratory tray they're spaced out pretty evenly one piece after another, so they drop one at a time at a predictable rate-based on how fast the tray is set to vibrate-into a pocketed wheel. The wheel receives its charge of six or seven beans at the 12 o'clock position and rotates to dump them into the soup cups below at the 6 o'clock position. Dust-free sealing With all product deposited, soup cups move toward lidding. But first they pause in a station where the rims are vacuumed free of all dust. "It's one more way of ensuring a good seal," says Cook. "A lot of the problems people have with these cups is because product is on the rim and you can't seal through it." Also mounted in this rim vacuuming station are a pair of photocells. They locate a mark on the cup and rotate each cup for proper lid-to-cup orientation. Though not used currently, this feature will allow Ontario to apply lids in register with sidewall graphics if customers wish to. Next is placement of precut lids. It's done two at a time, but there are four vacuum pickup arms fed by four magazines. That means the pickup arms only place lids on every other pair of cups, which in turn means less stress on the mechanicals involved. It also means the operators can load large quantities of labels less frequently than they would have to if only two magazines and two pick-and- place arms were in the picture. With lids in place, cups are indexed into the two-headed heat-seal station. One cycle later, a similar station also uses heat and pressure to crimp down any lid material that might extend beyond the rim of the cup. Cook likes the clean finished look that crimping gives the lidded cup. He's even more pleased about what the crimping station does for his inventory. One size fits all "Cups can be 10-, 12- or 15-oz, either single or double-wall," he explains. "That gives them different-sized finishes, but I can order one lid for all sizes because if a lid hangs out over the rim it simply gets crimped down with no loss in appearance." One other strategy Cook has for keeping inventory down is to keep private label identification off the lids. Differentiation from one supermarket chain to another can be carried out more convincingly and dramatically on the sidewall anyway. The final station in the FEMC equipment is an overhead transfer and converging system. The transfer begins as the bottom of the soup cups come in contact with an angled plate and ride up out of the carrier pockets. Then the lips of the cups are picked up by a set of rails that support the cups as they emerge fully from the pockets. Once free of the pockets, the cups are propelled forward by a system of pins that push them along the rails until they are above a tabletop conveyor. At this point the rails end so the cups move ahead on the conveyor until side belts divert them into a single lane suitable for metal detection and checkweighing. This next part of the packaging line represents the latest technology from Hi-Speed Checkweigher (Ithaca, NY) and Safeline (Tampa, FL), which teamed up to produce the C6500 Combo System. Available since late last year, the combination metal detector/checkweigher features a "zero metal-free zone." According to Safeline's Oscar Jeter, the metal detector's tunnel normally must be surrounded by a metal-free zone at least twice the size of the smallest dimension of its aperture. If the aperture measures 4" x 8", there must be a nonmetallic area at least 8" long both upstream and downstream. Otherwise false metal detection alarms can become a problem. Now, technology patented by Safeline allows the detector to work at full sensitivity yet eliminate false interference signals from nearby metal except for in a very small zone. This allowed Hi-Speed to build a combo system that, with a length of 7', is several feet shorter than it might otherwise have been. The line comes to a finish with a manual case packing station and a top-and-bottom case taper from 3M(St. Paul, MN). The case is sometimes replaced, however, by a tray that is then sent through an L- sealer and a shrink tunnel. As PW goes to press, Cook and his colleagues at Ontario Foods are just emerging from the shakedown mode that's typical with almost any new line. They're anticipating busy days ahead. "We expect a year from now this line will run at full capacity two shifts per day," says Cook.