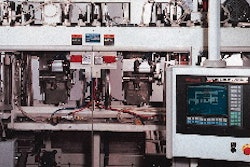
About eight years ago, Engepack Embalagens S.A. (Simoes Filho, Brazil) started in business with two goals: to specialize in providing beverage bottles of polyethylene terephthalate, and to offer prelabeled bottles as economically as possible. The company discovered that creating a market for PET beverage bottles was a lot tougher than delivering them efficiently. "When we started producing preforms and bottles, the main difficulty was to convince the soft drink companies to use the PET bottle," explains Emilio Derballe, Engepack president. "We had a hard time at first. "But we successfully opened up the market for PET, and then a lot of competition entered the market, attracted by its growth. To keep our market share, we found that we needed the best people, the best equipment and the most economical bottle production lines." From its founding in 1989, Engepack, headquartered in northern Brazil, has been on a fast track. It recorded sales of $10 million U.S. its first year, and it has virtually doubled in size every year since. It operates 16 plants, two that injection-mold bottle preforms, and 14 facilities that blow mold the preforms into bottles and label them at strategically located plants that support Coca-Cola and other soft drink bottlers throughout Brazil. Its molding and labeling plant at Jundiai is one of its showplaces. Not only does the plant blow both 600-mL and 2-L PET bottles, but more than two kilometers (2걄 yards) of air conveyors transfer bottles from blow molders and from storage to labelers and to filling. From the labelers, the bottles cross an enclosed bridge that links the plant with high-speed filling lines at SPAL Industria Brasiliera de Bebidas S.A. This coupling of bottle molding and decorating is typical of Engepack; some 90% of its 700-million-bottle annual volume is supplied via a bridge or through a wall to its customers' filling operations. Keeping up with green lights One of the primary reasons for the continued growth of Engepack is the company understands its basic mission: keep the customer supplied with the right bottles at the right time. "We educated our people thus: your first concern is to keep the supply corridor to the filler full with finished bottles," stresses Derballe. "Every time the green light flashes in our plant to indicate a need for bottles at the filler, we have to give them bottles." The company's technical staff designs the lines, specifies the equipment, supervises installation and start up and selects and trains the personnel. Thus, this group understands what works and what doesn't. The air conveying system from Aidlin/Gebo (Sarasota, FL) and two labelers from B&H Labelers (Ceres, CA) each passed the "it works" criteria. Engineers from Aidlin configured a complex system of automated conveyors that meets today's and the future needs of the facility. The conveying network performs like a railway system in the way it routes bottles. In the total system, a series of 13 shuttle gates and six drop gates handle the automated routing. It can divert bottles from one lane into two or combine two lanes into one; it also moves bottles up inclines, down declines and over criss-cross sections. Easy changeover The system uses both vertical and horizontal conveyors that can accommodate sharp turns at high speeds. It converts from one bottle size to another with a "flick of a switch" changeover that adjusts vertically for bottle height and horizontally maneuvers the guide rails for changes in bottle diameters. Since Engepack molds the "true contour" shape for the 2-L bottle, the upper bottle taper had a tendency to wedge between the neck rails in tight corners or in transition sections of the conveyor. Aidlin solved the problem by using DuraGlide(TM), a special neckrail material that combines a low coefficient of friction with high wear resistance. The AirTrans conveyors use a cushion of air to gently transport the bottles. This low-resistance method combines with the guiderail material to permit conveying bottles supported by their neck rings at speeds up to 1ꯠ bpm. For flexibility and consistency, Aidlin designed a distributed power supply, using many air blowers at critical points, rather than just a few high-output pumps. Because the air conveying systems require little maintenance, Engepack had them installed close to the factory ceiling and along walls so that precious floor space would be preserved for future growth in bottle production equipment. For the 600-mL size bottles, the two blow molders feed freshly blown bottles through an automatic shuttle to two drop gates that feed the air conveying system. Here, they are often joined by bottles that have been inventoried in a silo. This inventory helps Engepack maintain the bottle supply to the filling room when the packaging line demand outstrips the production rate of the blow molders from Krupp Corpopast (Hamburg, Germany). Roll-fed labelers Equally important to being able to move bottles to the right place at the right time was a labeling system that had the capability to more than keep up with the filling line. Engepack engineers scoured the world looking for the most reliable equipment. The plant blow molds bottles 24 hours/day, seven days/week, for either immediate use or to inventory bottles for later use. When the packaging lines are running, though, the labelers become the most important cog in the bottle plant. In a high-output molding operation like Jundiai, labeling could become a bottleneck. Without reliable labelers, both a $20 million bottle plant and a $50 million packaging plant could be crippled. That's why reliability was Engepack's single most important criterion in selection of the B&H Model 2000 labelers. "After we evaluated a lot of equipment, it became clear the best option was B&H," Derballe states. B&H designed these labelers for continuous use with especially heavy-duty gears, accurate registration of the printed film rolls and consistent glue application. Positive control of the polypropylene label and the bottle assure attractive containers. The labelers use a sophisticated photocell registration system that permits proportional correction to reduce the chance of skewed labels. In fact, this model was developed by B&H in part to respond to the ever-growing variety of materials being used for soft drink labels that exhibit different qualities of machinability. Although it declines to specify its efficiency with the labelers, Engepack is more than satisfied. The company attributes its success to B&H's training of plant operators and the design of the system that allows it to run consistently once it's properly set up. In addition, the labelers permit label changes without what Engepack calls "perceptible production loss." Typically the company makes several label changes each week to give the filling plant the flexibility it needs to fill orders. "I've seen the labeler handle a large number of both sizes of the containers that we label there," says Antonio Santos, an engineer with both direct and supervisory experience at Jundiai. "We've had fewer problems with these labelers than any other we've used in our plants. "These machines are very reliable and easy to use. You must know how to use them. At the beginning, B&H made sure that we got good training." Usually, the 2-L bottles are labeled on other equipment that's due to give way soon to B&H's Endura shrink labeling system for the true contour bottles. The labelstock needed for heat shrinking has only been available for a short time in Brazil. Engepack is quite optimistic that much of its growth is still ahead. It's predicting 20% increases in volumes for each of the next five years. This, says Derballe, "will come from a consolidation of two-liter plastic in the family segment of the market, continuing introduction of PET to the single-serve segment in the 600-mL size, and penetration of the mineral water market."