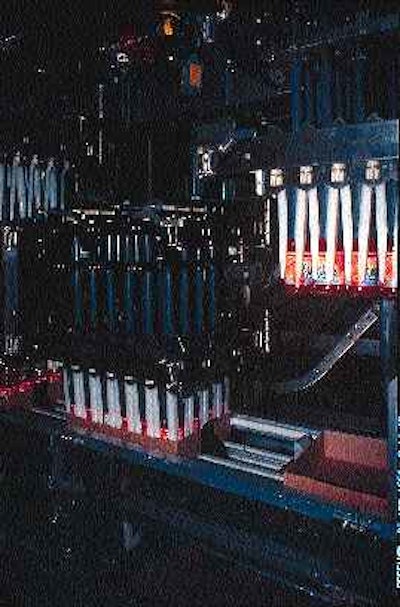
It's not often that a bottler agrees to become a 'beta site' for a new machine-especially when it's destined for one of its high-demand lines. That's what Coca-Cola Bottling in Chattanooga, TN, did when it installed the first of a new style of bottle packer on its hot-fill single-serve line last October. The company took out an "insurance policy" on the machine in the form of an audio/video hookup between the new bottle packer and its manufacturer, Hartness Intl. (Greenville, SC). This interactive video troubleshooting system, the Video Response System, links the Chattanooga bottling line with service technicians at Hartness to minimize downtime on the new OctoPack(TM) packer. However, the plant is one of the first to install the VRS system (see "Interactive insurance," page 32). "Before we installed the new case packer, our former drop packer was the limiting factor on the hot-fill glass line," says Ed Mizell, president of Coke/Chattanooga. "Now the limit on the line is our palletizer, and we have a new one on order. Once that's installed, we expect we'll be running at about 800 per minute." The plant is one of five production facilities that make up Coca-Cola Bottling Co. United, Birmingham, AL, one of the largest independent bottlers of Coca-Cola. The 800 bpm speed will be a big step up from the line's 550 bpm capacity before the new packer was put in. The line exclusively runs 16-oz glass bottles, hot-filling juices, drinks and tea products, including Coca-Cola's isotonic drink, Powerade(TM), the successful Fruitopia(TM)drinks and Minute Maid's Juice to Go(TM) lines. It's precisely the success of these products and that of Nestlé's iced teas that forced the plant to increase output. The plant is one of four that package hot-filled beverages in the 16-oz size for Coca-Cola in the U.S. Coke/Chattanooga ships its output directly to the logistics company that handles distribution for Coca-Cola. Most product from Chattanooga is distributed in the Southeast, Rockholt says. But the plant's products have been shipped to the West Coast and some even to Japan. "The increasing demand for these products is why we needed to improve our output," Mizell emphasizes. Big risk The combination of the OctoPack and the video system seemed to be a gamble for a plant that couldn't afford much downtime on its line. Downtime can be particularly expensive for hot-fill products. However, Coke/Chattanooga and Hartness have maintained a long relationship that transcends the "partnering" that's one of business' current trends. "I've been doing business with Hartness for 25 years, and I haven't been disappointed with any equipment I've purchased," states Mizell. In addition, Coke's vice president and Chattanooga plant manager, Don Rockholt, was very impressed with the OctoPack. "We looked at some other case packers, but we felt the technology of this machine was so advanced, it was the clear winner," Rockholt says. "It wasn't really a tough decision. On the OctoPack, there are no pneumatics, and there's just one motor. Everything else is mechanical. Our maintenance people love it." Rockholt had seen the machine at Pack Expo 94, and again at the manufacturer's plant. In fact, Coke/Chattanooga sent its lead maintenance worker to Greenville to evaluate the machine, and he too was impressed with the simplicity of the design. This translated into very little training, either for operators or mechanics. Still, says Rockholt, Chattanooga is the first installation, so "it's a bit scary sometimes. We put a lot of confidence in the design, because it didn't seem there was much to go wrong. So far that's proven correct." Cam vs electronic operation At a time when electronics have become the contemporary way to control machines, the OctoPack could seem to be a step backwards, or at least sideways. In fact, Coke/Chattanooga employs electronics on most of its other equipment. The packer is largely controlled by a flat disc that Rockholt compares to the perforated cylinder that drives a player piano. To convert from one bottle to another, workers simply loosen some wing nuts and replace the disc with a new one for the next container. Then the eight finger grids and lowering heads would probably be changed as well. These can be replaced without tools, the plant manager says. The plant estimates that a major bottle change would take from 20 to 30 minutes. "We really don't know for sure, since all our 16-ounce bottles can be handled with the same disc and finger grids we originally purchased with the machine," says Rockholt. "Despite some slight differences in the bottle designs for the various products, they all run well with existing grids. For other machines in the line, we have to do some adjusting when we change products." The system has a rated capacity of 50 cases/min, or 1겨 bpm. Currently, the plant runs at 27 cases/min or 640 bpm. "We've run the packer at surges to 1겨 bottles per minute," Rockholt says, "when our accumulation table has been full. Our palletizer won't allow us to sustain that rate." When the new palletizer is up and running, Mizell expects to run the line at 750 to 800 bpm. "Our objective is 800 bottles per minute, and we know we won't have any problem getting that from the new case packer." Smooth operation In the plant, bottles are hot-filled, capped, labeled and conveyed toward the packer. As they move into the infeed conveyor, the bottle flow is diverted into four lanes. As the bottles are conveyed to the staging area, they pass photoeyes that detect the back-up of bottles above and the supply of trays on a lower conveyor. Those sensors direct the packer to automatically increase or decrease speeds, depending on the supply of bottles and cases. As the bottles move into four channels, a sensor on the packer detects the presence of bottles by looking for caps. The leading four bottles contact a cam-driven metering block that moves with the bottles. When the 4x6 pattern is staged, a collating or flight bar comes up behind the group to carry it away from the incoming bottle flow. Each of the eight OctoPack arms consists of two parts, the finger grid assembly and the lowering head. At the point of pick-up, the lowering head drops down to mechanically capture each of the 24 bottles under its neck ring. Holding the bottles, the finger grids drop from above the bottles to below them, permitting the grids to come to a point inside the tray. The lowering head then carries the bottles through the grid and releases them into the tray. The grid and head assembly then cycle up and back toward the pick-up point. Because the tray conveyor, bottle conveyor and eight arms are all driven from the same lineshaft, the movement is both slow and consistent. The timing of all functions is controlled by what Hartness calls the "personality disc." Each rotation of the disc directs eight different switches that control one complete cycle of the machine. This avoids any adjusting or fine-tuning of the machine, a feature Rockholt really appreciates. One conversion already This Spring, the plant put the packer through a package change that proved to be "invisible" to the machine. Since it was installed, the packer at Coke/Chattanooga was loading 24 glass bottles into a full-depth reshipper tray loaded with a 24-cell partition. The independent finger grids on the packer helped position the bottles within the cells. "Those fingers actually helped to separate and spread out the partitions for better packing," Rockholt reports. "When lowered into the tray, the fingers could 'repair' partitions that might be folded or bent. That way we didn't have to stop the machine to straighten the partitions out." However, to offset rising paper prices, the plant converted in March to a half-depth corrugated tray that's later overwrapped in shrink film. The trays are supplied by a new Model T6 tray-former from Tri-Sterling (Longwood, FL), so the plant has also shifted to receiving bulk glass instead of bottles in reshippers. "Cost was the driver for this move," confirms Mizell. "We needed to take cost out of the package to be competitive. Even with the investment in new equipment, the payout on it is very good for us." He declined to be more specific. From an operational standpoint, the OctoPack didn't miss a beat. Instead of feeding full-depth trays with partitions into the packer, the plant is now setting up half-depth trays without partitions. "We're now packing bottle-to-bottle instead of bottle-to-cell, but the loading grids required no changes," notes the plant manager. "With the new tray pack, we'll save on corrugated costs. Plus we'll get more bottles on a truckload so we'll save on freight too." Once packed into the tray, the product is identified on the tray via an ink-jet coder from Videojet Systems (Wood Dale, IL). The tray is wrapped with film tightly shrunk on a system from Douglas Machine (Alexandria, MN). Eye to the future If Coke/Chattanooga could predict that it would never have to change bottles, its packer decision could have been different. "We don't currently use the quick changeover on this machine, but it was one of the features we insisted on," Mizell states. "It offers us the flexibility for the future that we felt we'd need." When your plant produces for Coca-Cola U.S.A. and Coca-Cola Foods, you have to be ready for package changes, Rockholt points out. "They occasionally ask us to run filling tests on unusual bottles. That's why we wanted to be prepared to run any bottles they might ask for." Perhaps the most telling experience the plant has had thus far was its fast start-up. "We put this machine in and began full production with it in just three hours. That's all the way up to our full 640 bottles-per-minute output. I've been in this business 30 years, and never has that happened before," Rockholt admits. "For this machine, we may have backed up a bit in the type of technology it uses, but in exchange we get ease of operation," he says. "That's why it's been so satisfying."