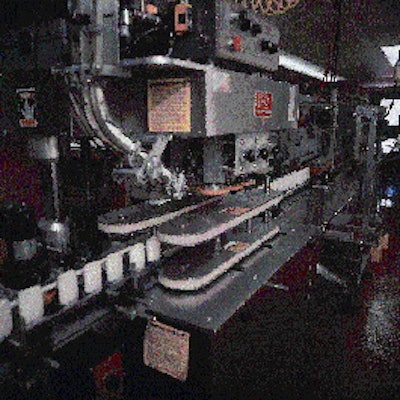
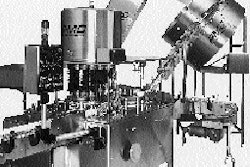
Tom's of Maine sells $19 million worth of personal care products annually from its 8ꯠ-sq-ft refurbished railroad freight building in Kennebunk, ME. All products are filled on two lines within a packaging area that occupies a scant 3겨 sq ft. Until about two years ago, space limitations slowed production to a crawl on stick deodorants. They're filled on Tom's liquid filling line that also accommodates mouthwash, shampoo, soap and shaving cream. Deodorant sticks, filled at temperatures around 125°F, proved especially troublesome to cool. And there's the rub. "We wanted to cool the product in line," recalls Gary Rittershaus, Tom's vp of manufacturing, "but the traditional method of cooling stick deodorant by running it along massive lengths of conveyor through air-conditioned rooms wouldn't work because we didn't have the space to do it." Instead, the molten deodorant-filled containers were manually removed from the line and placed on 3' x 2' carts, then rolled away from the line, consuming valuable floorspace. After cooling in the ambient air, containers were repositioned on the line for capping and labeling. "That process required a lot of labor, and we had unbelievable spillage," Rittershaus notes. "We had to pull off those deodorant containers, wipe them down, then put them back on the line. Our rework rate was somewhere between five and six percent." The manual procedure limited production rates to a mere 35 containers/min. A change was in order. Tom's considered dry ice, but turned to an even colder alternative: a chiller from Liquid Carbonic (Oak Brook, IL) that uses liquid nitrogen in vapor form to quickly cool the deodorant in line. Since adding the chiller, Rittershaus says production rates have reached 65/min. The increase is attributable to eliminating manual removal and replacement of the containers from the line. Workers now focus on downstream tasks that facilitate distribution and sales. What's more, rework rates have plummeted to less than 1%. Foaming foiled While increased production provides multiple benefits, it did create a temporary setback. "Faster filling resulted in product foaming," says Rittershaus. "So, we expanded the diameters of the valves," from 1/4" to 3/8". "We also added two heat guns above the filler to help dissipate the foam. Believe it or not, that helps because it tends to melt the foam at the top of the filled container so that it descends back into the container." Tom's also overcame two foaming difficulties related to the cooling system. The first obstacle concerned placement of the injection nozzles that dispense the cooling agent within the chiller. "If you blast liquid nitrogen from the nozzles onto the molten deodorant as it enters the chiller, you could blow the product right out of the container," says Rittershaus. Most often, however, it led to unsatisfactory product bubbling. "By repositioning the nozzles and introducing the vapor near the end of the chiller, we gradually cool the product without causing bubbling." The second problem occurred after cooling. "Containers come out of the chiller extremely cold, so ambient air can create condensation," he explains. Now, he says, "we cap them and run them quickly through a heat tunnel that directs warm air at the container sides only. This evaporates the moisture prior to labeling." Production process Stick deodorant filling commences as operators place a container into each puck. Tredegar Molded Products (Richmond, VA) provides the oval-shaped injection-molded polypropylene bodies and matching closures. Empty containers convey from an accumulating table, single-file, past a coding station, and are subsequently filled by a National Instrument (Baltimore, MD) 10-head piston filler. Filled containers index into the chiller, which measures approximately 7' x 9'. The chiller has a hinged lid with a hydraulic system that permits raising the lid about 3' to accommodate cleaning and maintenance. With the chiller's lid in the closed position, liquid nitrogen is dispensed from eight nozzles; two in the center of the machine, six near the exit. The gaseous vapor absorbs the heat from the molten deodorant to help cool it. By the time the containers proceed along the serpentine conveyor through the chiller's 49 lineal feet, the molten deodorant's temperature has been reduced by 25°F to a more manageable 100°F, with a skin solid enough to permit capping. "We probably would have needed 4ꯠ feet of conveyor to air condition the containers by traditional means, while the chiller does it within seven 7-foot lanes," says Rittershaus. "That, plus not needing to use carts to hold containers, frees considerable floorspace." A Kaps-All (Riverhead, NY) capper then applies the caps. After conveying through the heat tunnel, an Avery-Dennison (Monrovia, CA) labeler automatically applies pressure-sensitive labels. Con- tainers are removed from the pucks, with six ovals placed into a paperboard carton. Cartons are packed into master corrugated shippers, then onto pallets. Pallets are trucked to a nearby warehouse for eventual distribution throughout the U.S. Each of the four scents, in 2.25-oz quantities, retail for about $3. The sticks are also exported to the U.K. and Japan. "This is a cleaner operation and a much more efficient way of doing business," says Rittershaus. "When we fill stick deodorants, we can now produce about 32ꯠ units in a 10-hour shift, compared with 15ꯠ to 18ꯠ before. That's without adding any labor. "Even when you add in the costs of the chiller, liquid nitrogen and the necessary labor to maintain the equipment and handle faster filling rates, our production costs are down about 35 percent. And we're right on target to achieve our original payback time of approximately three years."