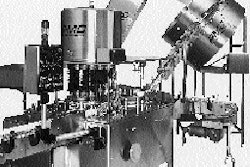
With the addition of automated filling and capping machinery for plastic jugs of cat litter, six people at Mid-Florida Mining are able to produce in 40 hours what had taken 50 hours and 11 operators using semi-automatic filling and manual capping methods. Additionally, fill accuraries reduce giveaway by approximately 1/2 lb per jug. The new equipment uses computer control to properly blend the absorbent clay with additives such as scented crystals, once an inexact and difficult process. Sound too good to be true? It's not. At Mid-Florida Mining, Ocala, FL, new equipment has reduced labor costs by 45% and giveaway by 83%. "The installation of a rotary filler and capper on our clumping cat litter jug line has more than doubled our production rate, while reducing our labor costs by nearly half," says Mark Teixeira, plant engineer. "And it's reduced giveaway weight by a staggering amount." CF Packaging Machinery (Marietta, GA) provided MFM with an All-Fill (Exton, PA) Cerebus II indexing rotary filling system and MW-16 checkweigher, a CB 104 capper from Eastern Machine (Westminster, MD), and a pressure-sensitive labeler from Auto Labe (Ft. Pierce, FL). New conveying equipment from A.I.S. Container Handling (Dutton, MI), and a Styrotech (Raleigh, NC) sleeve labeler also contribute to MFM's new-found efficiency. The machinery has allowed MFM to get new product to retail. In the past, sales were limited to one offering in three sizes: a 1-gal "milk" jug, and 1- and 2.5-gal F-style containers. Today, litter is sold in the same sizes, but now eight individual varieties are offered, under MFM's Cedar Fresh® and Litter Guard® brand names. Approximately 60% of the company's business, however, is for private-label products. All cat litter is filled into extrusion blow-molded high-density polyethylene jugs from various suppliers. "This product line has allowed us to triple our average monthly sales of product within this particular segment," says Jack Hollrah, senior vice president, marketing and sales. Naturally, successful sales of these new varieties has pleased the company. "The segment of the market served by this equipment is the newer, high-end clumping cat litter," notes Mike Wilkinson, president. "Cat litter in this segment retails between $5 and $7 for a nine-quart jug." Blending, giveaway problems Prior to automating the jug line at its Lowell, FL, plant in May, '94, litter was filled semi-automatically. Containers were manually placed on a stand, beneath two sets of six nozzles. Each nozzle had a two-position on/off valve. Containers vibrated on the stand during filling, while caps were applied manually. The process left a lot to be desired. "We had two men loading jugs under spouts, two filling the jugs and another man applying caps," recalls Teixeira. "Our line leader was responsible for many tasks, including preparing the additive or scent we blend with our litter mixtures. The scent was added via a vibratory feeder and we really didn't have a good handle on accuracy. Sometimes we'd get heavy blends of crystals, sometimes we were too light. "When you put in too much, the litter loses some of its clumping ability because the crystals are so dense. They're also expensive, so we don't want to overfill. Conversely, if we don't add enough, there's no scent value and the appearance of the product is poor," he adds. "The filler has given us better control of our blending process, allowing us to introduce new product," notes Rufus Williams, manager of MFM's packaging department. "This was previously unattainable." In the past, differences in density resulted in segregation between scent crystals and the litter. Therefore, MFM felt the product wasn't marketable. The dual-auger filling system now in place provides a blend that MFM is proud to stack against the competition. While additive blending was problematic, giveaway was nightmarish. "Operators would just fill the containers up all the way," Teixeira notes. "The more the jug was left on the filling stand to vibrate, the more product it received." Labor-intensive filling was another economic concern for MFM prior to automating. Besides the five operators handling filling and capping, one person served as overall line leader and prepared scents or additives, one assisted with labeling and case packing, two erected shipping cases, one loaded jugs into cases, and another stacked cases on pallets. Automating benefits By automating the line, MFM now needs only five or six people: one to unload jugs, another to stack them on the line, one to case pack, two to erect cases, and sometimes a sixth to help erect cases and assist at various points along the line. "Case erecting is our most labor-intensive process, and we plan to automate that this year," Teixeira notes. MFM won't divulge financial numbers from this reduction in labor, but Teixeira estimates payback in less than two years. Going 'on-line' MFM's Lowell plant mills the white clay into a powder that is trucked about six miles from the company's 720-acre mine in Fairfield, FL. Once a fruit and vegetable packing facility, the Lowell plant has undergone considerable structural improvements to upgrade its efficiency. One of these improvements is a mezannine section that holds large storage tanks of the powdered litter absorbent. The litter is gravity-fed to two stainless-steel twin-auger fill heads that are part of the All-Fill Cerebus II system. A plenum subdivides each fill head into two sections, one for the absorbent litter, the second for an additive or fragrance. An auger within each of these four sections rotates, with the proper mix of absorbent and additive collecting on a spinner plate below. The blended product descends through two collector funnels, one underneath each of the two fill heads. From these two funnels, product continues into each of 16 transfer funnels, held in place on a rotating turret assembly. Jugs index single-file into the indexing rotary turret assembly. Adjustable guide rails on the conveyor keep the jugs properly oriented. The rotary filling system uses two separate variable-speed vibrators to ease filling. The first, mounted at the rear of the turret, vibrates a rail along which the transfer funnels move, helping to empty them of product. Another motor is mounted below the container carriage to vibrate the indexing jugs. Each jug passes through 16 positions on the turret. The infeed of the bottle into the machine is considered the first position. At the second position, the transfer funnel above discharges half the fill required to fill that particular jug. For size changeovers, MFM manually replaces a nylon nozzle, or adapter, to accommodate a different jug size. For example, a longer, thinner nozzle is used for the "milk" jugs. The jugs continue to vibrate as they pass the third and fourth position. This helps settle product and allow room for the second stage of the fill at the fifth position. The filled jugs vibrate through the remainder of the positions until they're discharged at position 16. Computer control As filled jugs discharge from the machine, a powered infeed conveyor moves them one at a time to the All-Fill MW-16 checkweigher. The jugs are spaced at specific intervals to help provide accurate weight measurements. The checkweigher communicates with the filler via an RS-232 data communications port. The jug weight is noted by the checkweigher and sent to the Cerebus II controls of the filler. During setup of the Cerebus II, target weight tolerances are entered. Based on that information, the checkweigher and Cerebus II communicate overweights, underweights, or jugs within tolerance. Feedback signals from the checkweigher to the Cerebus II are used to adjust filling revolutions within both fill heads to maintain fills within the specified weight tolerances. Capping flexibility Jugs within tolerance index to the Eastern Machine CB-Series straight-line capper. The injection-molded polypropylene caps come in colors to match specific product labels. Neck finishes are 53 mm for the 1- and 2.5-gal F-style jugs; 38 mm for the "milk" jug. An automatic supply hopper feeds the linerless, short-skirt caps into a vibratory cap feeder that orients and delivers the caps in proper position for the cap chute. At the bottom of this chute, the cap is pulled by the jug as it makes contact with the leading edge of the cap. At the first of four stations, two spindle rollers begin threading the cap onto the neck of the jug. At three subsequent stations, the caps are tightened by the spinning action of the spindle rollers. Jugs are held by gripper belts during the process. Rollers are adjustable for torque control. They also may be adjusted for different cap sizes, as can side gripper belts. A height adjustment permits MRM to raise and lower the capper to accommodate different conveyor heights. Labeling advances Capped jugs continue to labeling equipment. For the 1-gal "milk" jugs, MRM relies on two Auto Labe 130 blow-on pressure-sensitive labelers to apply labels to two primary panels. "In the past, we used pressure-sensitive labelers, but they were wipe-on machines," explains Teixeira. "There's nothing wrong with wipe-on labelers, but with our extremely dusty environment, that dust would get on the jugs and when the label was applied, it caused the label to slip and go on crooked. The equipment was inappropriate for our needs, and we ended up wasting material. With these blow-on labelers, we're able to apply the labels with much greater accuracy." For F-style containers, MFM applies a sleeve label. Until this Fall, MFM purchased pre-sleeved containers. But with sales increasing, and more product varieties to sell, nearly 10ꯠ sq ft of warehouse space was used to store the prelabeled jugs. "As our business has picked up, we decided to apply the low-density polyethylene labels in-house," relates Teixeira. "We purchased a Styrotech ST-2200 and now we no longer have to order large quantities and eat up valuable warehouse space. Instead, we can label jugs on a just-in-time basis."