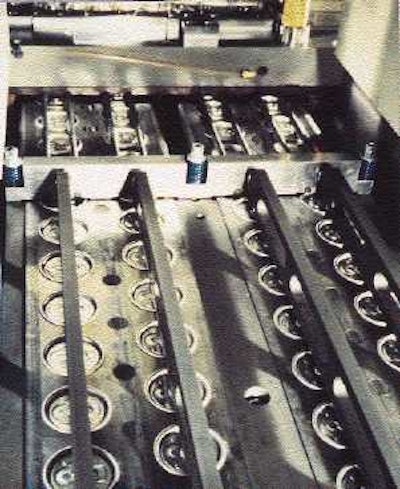
Central to the line is Service Tool Intl.'s (Elk Grove Village, IL) ST600 conversion system which manufactures ends from stamped out shells at 600 strokes per minute across four lanes. Producing 200 diameter Stay-On-Tab ends (and capable of producing ring-pull ends too) at Hanil's plant in Yangsan, South Korea, the line allows Hanil to achieve 25% to quadruple the output of the plant's nine other end lines. This line is responsible for producing a significant chunk of the 2.8 billion easy-open ends Hanil produces each year. Its output is destined for the high-growth domestic market for noncarbonated drinks. Running since mid-'94, the line starts with blanks or "shells" that are stamped out on a separate stamping press. The shells are fed into the conversion press by rotary downstackers that separate and lower one shell to each hole of a vacuum belt. In the event of a jam, the complete downstacker assembly can be raised to clear misfeeds or doubles. Once in the conversion system, the shells pass through a series of stations that convert them into finished can ends. The first two stations form the rivets and score the openings. Subsequent stations include paneling (where the raised beads are formed) and an assembly station that joins a tab to the end. (Separately, the tabs start out as a roll of aluminum and are formed in a separate die in the conversion press before being joined with the end.) Finished ends pass through an inspection station before leaving the conversion system. Ends exit the press by means of a waterfall discharge, which improves stacking and handling of the non-nesting, easy-open ends by allowing them to rotate prior to bagging. After exiting the conversion press in four lanes, ends are transported on a Fleetwood Systems (Countryside, IL) vacuum conveyor that leads to a Fleetwood semi-automatic counter/bagger. That unit pushes a "stick" of ends forward into long kraft bags. To maintain this level of output across four lanes, the conversion system has several important features: massive steel cross sections; integrated bolster plate; and hardened die set, chases and tooling. The rigidity achieved with these features not only prolongs the life of the press and tooling, but also permits use of a press with lower tonnage. The thick, case-hardened plate provides the stability needed to support the conversion tools, tab die and transfer system in precise alignment with one another. Although the domestic market for ends is strong, the line's efficiency makes Hanil equally competitive in export markets. Ends are exported on cans as well as alone. Currently accounting for some 10% of Hanil's business, different markets have often conflicting priorities. "Japanese quality demands are admittedly the toughest in the world, while the Chinese market searches out the lowest price," says S.W. Kim, director of strategic planning. The line's speed and product quality help meet both demands equally well.