Like so many of their craft brewing peers, New Glarus Brewery has been paying attention to consumer demand for craft beer in cans. So the firm recently installed a brand new can line in its charming hill-top brewery, situated about 30 miles south of Madison, the Wisconsin state capital.
“Cans are good for beer,” says Drew Cochrane, COO and General Counsel. “Air and light shorten beer’s shelf life, and cans are better than glass in keeping both air and light away from the beer. And from an environmental standpoint, cans are excellent. They’re light in shipment and as good or better than glass when it comes to recycling. Not to mention that consumers are more open to cans in the craft beer space than they were ten or even five years ago. Cans go to a lot of places that bottles can’t, like golf courses and camping and beaches, that sort of thing.”
Summer of 2016 was the first year the new can line was in production, and so far the firm only uses cans for Spotted Cow Cream Ale and Moon Man No Coast Pale Ale, its two most popular beers. Filling is done by a 40- station machine from KHS, the seaming machine is from Ferrum, and end-of line contributions come by way of Hartness. Hartness also was responsible for line layout and line integration.
“Line layout and integration is what made Hartness shoot to the top of the list as we investigated our options,” says Cochrane. “One of the biggest challenges is that we just didn’t have a lot of space available, but Hartness was able to come up with a layout that made sense and fit into the available space.”
Equally appreciative of having Hartness as the integrator and key supplier of the multiple robotic cells that came into the plant more or less all at once is New Glarus Engineer Jason Schultz. “The thinking behind the robotics, in other words the methodology, is all the same,” he points out. “You don’t have four different schools of thought on how to program or set up the PLC interchange.”
There was no shortage of moving parts as the new can line was designed and installed, adds Cochrane. “We also added a new keg line and built an expansion for that to free up the space for the can line. We knocked down some walls to make room for the can line. And we also installed a robotic depalletizer for corrugated reshippers of bottles plus an empty bottle inspection system. All this in six months once the planning was done and the actual construction and install began.” (See sidebar below for more on reshipper depalletizing and bottle inspection.)
Cochrane makes it clear that high-quality machines and materials are top priorities when it comes to selecting suppliers. But the firm also favors suppliers who call Wisconsin home. Bottles, labels, cans, and most paper goods are all supplied by Wisconsin factories. “We put about $9 million back into Wisconsin in packaging materials annually,” says Cochrane.
This fondness for all things Wisconsin is more or less consistent with the firm’s marketing and distribution strategy, which can be summed up simply enough: Sell beer only inside the state of Wisconsin. Unusual as it may be, it seems to be working. According to Cochrane, New Glarus sold 214,000 barrels of beer in 2016, which means it’s the 16th largest craft brewery in the country.
The buy-from-Wisconsin theme is less apparent in the machines that occupy the new can line. But Cochrane likes to point out that KHS, though based in Germany, built the New Glarus 40-head filler in its Waukesha, WI, plant. He also notes that the Hartness project manager on the installation hails from Beloit, WI.
Can depal
It all begins, of course, with a Hartness overhead bulk can depalletizer. A single Fanuc robotic arm with a decidedly versatile end effector closes on each layer of cans as they are elevated to the overhead level and sweeps them gently onto a discharge conveyor. The same end effector also uses vacuum cups to remove each reusable tier sheet that separates can layers and stacks the sheets neatly at floor level. The same end effector is also versatile enough to mechanically grip each pallet when it’s empty and stack them at floor level for eventual removal.
Schultz appreciates the fact that the robot uses one robotic arm to perform multiple functions. “It’s simpler, it’s better from a cycle time perspective, and it’s easier to maintain than if multiple robot arms were involved,” he says.
Back at the overhead level, cans are single-filed and pass through a JetAir Technologies deionizing twist rinser that delivers them to the floor level. The KHS filler and Ferrum 6-head seamer are next, which handle about 370 cans/min. Few things were more important to Cochrane and his beer-making colleagues than the level of dissolved oxygen in the can as it leaves the seamer, and the filler/seamer combination have performed just as hoped for in this regard, says Cochrane.
Schultz adds that the filler has some newly developed operator-friendly features that come in pretty handy. “It’s got an in-depth HMI,” says Schultz, “which makes it easier for operators to see what’s going on and fix it if need be.”
Immediately after the seamer, cans pass through a Heuft inspection system that makes sure each can has an end and that there aren’t any gross over or underfills. A second Heuft system further downstream inspects more rigorously for fill levels and rejects any cans that are out of acceptable parameters.
Can bottoms receive lot and date code from a Domino ink-jet coder. Then an air drier from Sonic Air Systems removes condensation from the cans that might otherwise compromise the corrugated secondary packaging.
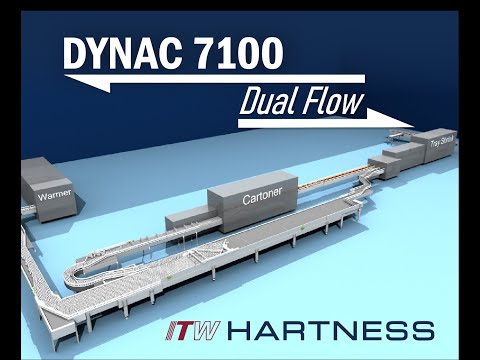
Accumulation on the line is performed by a Hartness Dynac 7100 accumulator that doubles as a single filer. As lightweighting of cans has continued to make sidewalls increasingly susceptible to damage, pressure-free handling is more critical than ever, and the Dynac 7100 offers just that. Plus, first-in-first out accumulation is guaranteed. The cans enter going in one direction and exit down a parallel conveyor heading in the opposite direction.
Next comes the Hartness HTW Wraparound Packer, a servo-driven multipacker capable of 60 cycles/min. Though capable of producing 6,- 18-, or 24-count multipacks, so far New Glarus has only run 12-counts.
Exiting the HTW packer is a Mettler Toledo Hi-Speed Checkweigher. If any of the multipacks are under the proper weight, they are kicked out of the line. Good multipacks proceed past a C6000 inkjet printer from Domino that puts date codes on both ends of each multipack.
Now comes the Hartness HSP Palletizer, which incorporates two Fanuc robots. The first one uses a servo-driven compression gripper end effector to close on two cases at a time and then move them to a predetermined position on the conveyor leading into the second robot. Attached to the second robot is a layer-transfer end effector. Once the correct number of multipacks are staged, a pusher arm from the left and another from the right close on the multipacks to neatly square up the layer. Then the whole layer is conveyed onto the layer-transfer end effector so that it can lift and deposit the layer onto a waiting pallet. Like the end effector on the depalletizer at the beginning of the line, this one is versatile enough to also mechanically grip an empty pallet and place it where it’s needed once a full pallet has been discharged.
All that remains on the can line is a Wulftec stretch wrapper and a thermal-transer print-and-apply labeler from ID Technology that applies a pressure-sensitive lot and date code identification label to the stretch wrap of each pallet.
Reshipper depal and glass inspection
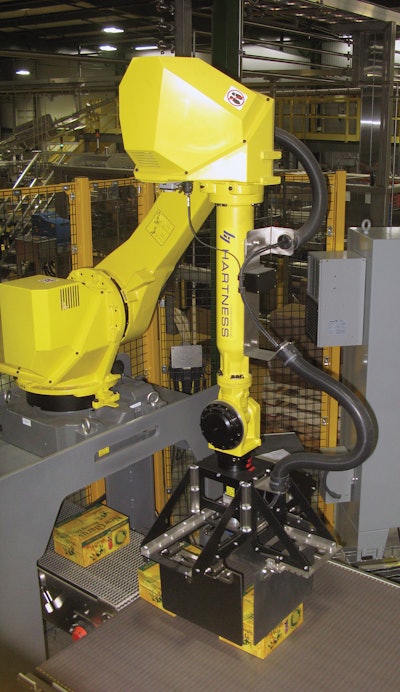
New Glarus may have installed a shiny new can line, but there’s still plenty of 12-oz glass bottles pouring out of the plant. Most of them arrive in corrugated reshippers, and until last year operators had to depalletize the shippers manually. But now depalletizing—which, needless to say, is no fun from an ergonomics standpoint—is performed by a robotic system from Hartness.
This robotic solution is a relatively new offering from Hartness. To some extent its development was driven by the rapid growth of craft breweries, that sector in the beer business where packaging lines don’t have to run at blistering speeds. Like other robotic solutions in the Hartness portfolio, this one relies on a Fanuc 4-axis articulating robot. The fundamental design premise is consistent with that of the Hartness can depalletizer over in New Glarus’s new canning line. On that machine, a single versatile robotic arm sweeps layers of cans, stacks pallets when they’re empty, and removes and stacks slip sheets that separate can layers. It’s similar on the new reshipper depalletizer. Rather than multiple modules doing dedicated tasks, one robotic arm performs multiple functions.
Integrated into the robot controller is Fanuc’s iRVision system, which enables the end effector to verify the exact location of the cases before it attempts to pick anything up. After a vacuum sensor is used to find the side of the cases, the system lifts the cases slightly so that a dead plate can slide in underneath. At the same time, a top clamp comes down from above to firmly clamp the cases—two, three, or four, depending on where in the pallet load the pick is being made—in the end effector. The robot then swings over to a roller conveyor discharge, and as it places the cases on this conveyor the dead plate retracts, thus allowing the cases to advance out of the robotic cell. Cases that are wide side leading hit a bump turn so that all cases are oriented narrow side leading, the position preferred by the downstream decasing machine.
Also brand new at New Glarus a little downstream from the depalletizer is the OMNIvision 3 empty bottle inspection system from Filtec. The latest evolution in Filtec’s line, it performs 360-deg inspection of every bottle. An LED strobe passes high-intensity light through the empty glass bottles to a high-speed digital camera, where an image is captured and processed through a series of algorithms. Bottles are rejected if they have scuffed sidewalls, a chipped base, an uneven finish, or a cracked thread.
COO Drew Cochrane says the brewery gains two significant benefits by having the inspection system in place. “First, if there’s a flaw in a bottle it can lead to an explosion in the filler. Since the inspection system arrived we rarely experience exploding bottles, which means we greatly minimize downtime spent cleaning up glass. And second, it prevents flawed bottles from reaching the consumer.”