A recent realignment of manufacturing and packaging operations at Kosé Co. Ltd. played an important role in positioning the company for future growth.
Headquartered in Tokyo, Kosé is a leading manufacturer of hair care, cosmetics and other beauty aid products popular throughout Japan. It has plants in Sayama and Gunma. Due to recent shifts in sales volumes for certain products, management made a strategic decision to dedicate its Sayama plant to high-volume make-up products and shift its skin-care products to the Gunma plant.
That meant the packaging of many product varieties packed in Sayama had to be moved to Gunma. This could only be done, however, if Gunma installed extremely versatile equipment that could be changed over quickly.
Kosé found such equipment at Shibuya Kogyo Ltd., represented in the U.S. by Shibuya Intl. (Modesto, CA). Two of Shibuya’s modular, versatile bottling lines were installed in April ’99, and Packaging World was recently invited to Gunma to visit the lines.
The keys to each line’s versatility are its bottle-transfer system and its modular construction. The bottle-transfer system is a specialized conveyor onto which adjust-able bottle grippers are mounted. These spring-loaded grippers automatically open to their largest aperture at the bottle infeed section of the line. As long as a bottle fits between the grippers when they’re fully open, it can be filled on the line. The grippers gently close to hold the bottle securely.
Limits do exist
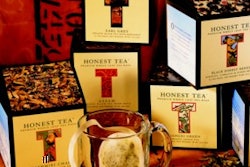
Naturally, there are limits to the size ranges that either of Kosé’s versatile bottling lines can accommodate. Tiny vials or ampules wouldn’t be feasible, nor would a container with a diameter any larger than 85 mm (3.35”). But a look at the photo above right provides a pretty clear idea of the variety of shapes and bottle heights the Shibuya bottle-transfer system will accommodate. According to Kosé, bottle diameter can range from 30 to 85 mm (1.18 to 3.35”) and height from 80 to 200 mm (3.15 to 7.87”). Most the bottles filled by Kosé are made of high-density polyethylene, polyethylene terephthalate or glass.
It isn’t just bottle configurations that vary on Kosé’s two lines. Closures can be plugs, pumps, sprayers, screw caps, snap-fit overcaps, or combinations of these. This is where the modularity of each line comes in. Rather than having just one capper in position, each line uses several. Bottles bypass those capping modules that aren’t needed and stop only in the ones required. Other modules up and down the line execute the necessary cleaning, filling, capping, overcapping and discharge functions.
The task of specifying equipment for the new lines at Gunma was the responsibility of section chief of manufacturing Hideyuki Iijima and his working group. The front half of the line, from bottle arrival through capping, was of great concern because the degree of versatility that was required ruled out a lot of potential suppliers.
“We picked four suppliers at first, then narrowed it to two,” says Iijima. Eventually the Shibuya equipment got the nod, even though Kosé had virtually no experience with the company. Iijima says that one of the most important characteristics of the equipment is its reliability. “Servo motors move the key machine components, things like filling nozzles and capping heads, that need to be adjusted in going from one size to another,” says Iijima. “They operate so accurately that start-up after a size change is problem-free.”
Both lines operate two shifts daily, Iijima notes, and on some days one or both of the lines may see as many as five different bottle sizes. Helping significantly is that each line has an extra tank/nozzle/piston set. So while one product is being filled, this extra set can be undergoing cleaning and can be ready to roll when the next product run is scheduled to begin. Typical time spent by one operator on a changeover of this type is one hour.
To execute a changeover, an operator selects a code number at the human machine interface (HMI). Programmed into the system’s PLC are all the machine parameters assigned to that code. So at the touch of a button, the filler, capper, pick-and-place robotic heads at both ends of the line—all of them move automatically to where they need to be.
Line One
A look at Line One, which was in full swing on the day PW visited Kosé’s Gunma plant, illustrates how the total system functions.
An operator manually removes bottles from a bulk supply and places them in pucks that move continuously in an oval track. These pucks present the bottles to a robotic device that grips six bottles, inverts them and air-blows loose particles before vacuuming them out. The robot then places each bottle in one of the spring-loaded grippers mounted on the bottle-transfer system.
Filling is next, but first bottles pause beneath a unit that presses down on all six bottles to ensure they’re properly seated in the spring-loaded grippers. At the six-head in-line piston filler, all six filling nozzles are mounted on a carriage. One servo motor controls the forward and backward stroke of this carriage, while a second servo motor controls nozzle movement up and down.
When six bottles are in position beneath the nozzles, all six nozzles descend into the bottles. As filling begins, the bottle conveyor moves forward three bottle positions, and the nozzle carriage moves forward synchronously with it. At the same time, nozzles rise vertically. When the bottles complete their forward movement of three bottle positions, the bottom-up filling process stops and the heads continue rising until they clear the bottles’ neck finishes. At this point the bottle conveyor again moves forward another three positions while the nozzle carriage strokes backward to its home position. The result: Six new bottles are once again in position for the fill cycle to repeat itself. By filling on the move like this, filling speed can be maximized without having to propel the bottle conveyor forward so fast that product splashes out. Maximum filling speed is 60 bottles/min.
Filled bottles move to a three-head plugger next, which was bypassed on the day of PW’s visit. Instead of a plug, the bottle received a pump dispenser from a three-head unit. It’s fed by an operator who loaded the dispensers down three tracks. With each cycle, the dispenser inserter moves away from the bottles and toward the tracks filled with dispensers. It picks up three dispensers and strokes back to put them in the bottles. A critical contribution is made by a mechanical guide that closes on the dispenser stem and ensures that it doesn’t miss the bottle opening.
Robot number two
The final module through which the transfer conveyor takes the bottles is a robotic device that’s essentially the same as the first module. This one, however, performs the opposite function, removing bottles from the spring-loaded grippers rather than loading them in. The bottles are then laid horizontally on a flighted discharge conveyor. That completes the Shibuya modular system.
At this point, bottles can go one of two ways. If the bottle is to be cartoned, it stays in the flighted discharge conveyor and moves straight into a cartoner Then a machine from Tokyo Automatic Machinery (Tokyo, Japan) bundles three cartons in clear film and shrinks the film tight. Case packing, checkweighing, and an elevator for transport to a remote palletizer are all that remain.
If bottles are not to be cartoned individually, they’re picked from the end of the Shibuya bottle-transfer unit by a robotic device that places them on a flighted conveyor moving off at a right angle. A few feet later, bottles make another right angle turn as another robotic head picks and places them on a conveyor leading to a shrink bundler. A manual cartoning operation follows, and then the cartons of bottles move to case packing, checkweighing and elevator transfer to the remote palletizer.
Operating successfully since April ’99, within 60 days the two new lines were able to accommodate 69 different bottle shapes and sizes. But that was just the beginning. Today that number stands at just under 100.