Natural Alternatives, Inc. of San Marcos, CA, has been a successful contract manufacturer of dietary supplements and pharmaceutical products for the past two decades. Packaging, however, had always been outsourced—until now.
“We found we were missing out on some business because some companies find it more efficient to have both product manufacturing and packaging done by one party,” says Tom Riddle, director of manufacturing and packaging. “Now that we’ve brought packaging in-house, those companies are ready to do business with us.”
Among the lines currently running at NAI’s new packaging facility in Vista, CA, are two that fill tablets and capsules into a variety of plastic containers. Both lines have Swiftpack electronic tablet counters that incorporate SV2 Intellisense tablet-counting technology from Kalish, a member of DT Industries Packaging Group (Kirkland, Quebec, Canada). NAI is among the first to utilize this electrostatic sensing system, which, according to Kalish, combines inspection with counting.
“We teach the machine what a product should look like. Then it kicks out any container having a tablet that doesn’t match that signature,” says Riddle. “It’s primarily for the purpose of picking out foreign items, foreign product, or broken or empty tablets. But it will even reject a perfectly good capsule that I’ve touched, because it detects the oil left behind from my fingers. It’s foolproof.”
To understand Riddle’s enthusiasm about the new technology, it helps to look at how typical electronic tablet counters operate. Whether made by Kalish or others, they have historically relied upon optical sensing technology. A bank of phototransistor arrays generate a high-frequency, pulsed infrared signal from an emitter to a receiver. As each tablet falls through the IR signal, it interrupts the signal for a certain length of time. Each interruption represents one tablet, so counting can be performed.
Electrostatic sensing
Kalish’s new electrostatic sensing system differs in that it not only counts tablets, but also inspects them for defects. It accomplishes this by creating an electrostatic field at the point where each tablet falls from the vibratory pan system toward a waiting container. As a tablet drops through this electrostatic field, its physical attributes—diameter, thickness, density, weight, moisture content—affect the field in a predictable manner, creating a “signature.”
The correct signature image is stored in memory in the system’s microprocessor. If a tablet passing through the electrostatic field has the same signature, the tablet is a good one. But if a tablet has an unacceptable signature as it passes through the electrostatic field, the container it drops into is diverted from the line a short while later.
Riddle is reluctant to call this process “inspection,” because true inspection occurs back at NAI’s San Marcos facility where the product is made. “This technology doesn’t mean that thorough inspection at the manufacturing plant goes away,” says Riddle. “But it doesn’t hurt to have one last safety check on the packaging line, and this is the only tablet counter I know of that does that.”
Also impressed are NAI customers like NSA, whose Juice Plus+® nutrition supplement was running on the line the day Packaging World visited.
“It’s one last step that makes sure that whatever goes into our containers is something that belongs there,” says Sean Hopkins, manager of product development at Memphis-based NSA.
The two tablet lines at NAI are virtually identical, with two exceptions. Line One has a dual-head filler and an automatic unscrambler, while Line Two has a single-head filler, which is fed by operators who dump containers onto a rotary infeed table.
On the day of PW’s visit, Line One was filling capsules of Juice Plus+ into 150-cc bottles of high-density polyethylene. Although the line can fill the same size container with smaller tablets at speeds approaching 250 bottles/min, the sheer size of the Juice Plus+ capsule keeps filling speeds down to 72/min.
“The limiting factor is the neck finish,” says Riddle. “You can only squeeze so many of these large capsules through a 38-mm opening.”
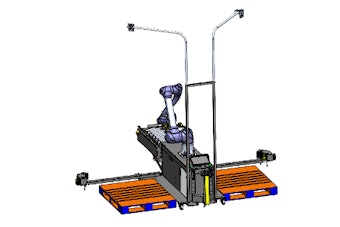
At the beginning of the line is Kalish’s Autosort 150 bottle unscrambler. An operator empties corrugated shippers of empty bottles into a floor-level hopper. An elevator brings bottles up to an overhead sorting bowl. The bottles then move single-file down a feed chute until they’re gripped in one of 8 stations on the orienting wheel. A sensor detects if the bottle’s top or bottom is leading. If the wrong end is leading, the sensor signals the microprocessor, which instructs the gripper holding the bottle to rotate it 180° so that the bottle is upright when it lands on the discharge conveyor.
Automatic lane diverter
Because bottles are being fed to a dual-head filler, a Kalish lane diverter swings back and forth to turn one lane of bottles into two. Each lane brings its bottles beneath a Swiftpack fill spout. Each Swiftpack receives capsules or tablets from an overhead hopper fed by an operator who empties boxes of tablets into the hopper. The Swiftpack employs three vibratory pans to advance tablets from a bulk flow to neat rows of tablets aligned end-to-end in the final pan. Tablets drop continually into a “precount” section. Holding the tablets in this section is a gate. As soon as a filled container exits and a fresh bottle is in position, the gate opens and the precounted tablets are free to drop into the container. They’re followed by as many more tablets as are needed to complete that bottle. Then the gate closes and the next precount begins as the filled container exits and a new one enters.
Downstream from the tablet counters, a Kalish PharmaVeyor® merges two lanes into one so that bottles can enter the capper.
Feeding caps from a floor-level hopper to the capper is a cap elevator/orienter that Riddle admires as much for its simplicity as its efficiency. As the elevator portion of the device moves through the cap-filled hopper, caps are picked up on the slats that line the conveyor belt. But because of the way the elevator is angled, the only caps that can remain on the slats are those that face liner-side out. Gravity causes the wrongly oriented caps to tumble off the slats and back into the hopper. Oriented caps proceed to the top of the elevator, then down a chute leading to the capper.
A Kalish Supercap II in-line capper uses four spindles to torque caps down onto bottles. An automatic system for detecting and rejecting any container with a high cap is next, followed by an induction sealer from Pillar (Hartland, WI) that seals the inner foil liner to the bottle finish.
The Unifoiler 3000-U from Pillar is a waterless induction cap-sealing system. Its “quick lock” sealing coil setup makes it easy to adjust coil heights, which makes it especially suitable for a line that could see any number of container size variations.
An accumulation table at this point in the line gives an operator enough time to put a fresh roll of pressure-sensitive labels in place when a roll runs out. Mounted on the Kalish LabelStar® labeler is a Smart Date 2 thermal-transfer coder from Markem (Keene, NH).
Code label anywhere
“It’s a big improvement over the more traditional hot-stamp coder,” says Riddle. “No letters to worry about during changeover, and no chance of operators burning themselves, either. I can code any spot on the label in any size type that I want. I just enter the information on the keyboard.”
Riddle admits the thermal-transfer coder is not cheap. “But the flexibility, legibility and simplicity it brings makes it well worthwhile,” he adds.
Next in line is a neckbander from PDC Intl. (Norwalk, CT) that applies polyvinyl chloride shrink bands to bottles. Riddle specified the PDC machine because he felt it would reliably handle not only neck bands, but also full-body shrink sleeves that some NAI customers use. Riddle also specified a dual-chamber PDC shrink tunnel.
“Heat settings can be controlled independently in each chamber, which gives us a little tighter control over the shrink process,” says Riddle. He expects this to come in handy considering the variety of customers he anticipates. Bottle materials vary, too, from polyethylene terephthalate to PVC to polystyrene to HDPE. “I’m able to vary the heat profiles if need be according to bottle resin and label peculiarities,” says Riddle.
Out of the heat tunnel, bottles are conveyed onto a rotary accumulation table for manual case packing. An operator erects a case and feeds it into a Belcor Bel 150 (Richmond, British Columbia, Canada) bottom taper. Cases are nested and then brought to the rotary accumulation table at the end of the line to be filled.
Although a total of five operators were running the line on the day PW visited, Riddle believes some reduction in that number is possible once the plant has more experience with the equipment. The firm has only been shipping product packed on the new line since February. But already Riddle has been made a pretty firm believer in what he selected, particularly the electrostatic sensing technology.
“Before we bought into it, I had to be convinced we were picking the right machinery,” he recalls. “So I flew to Montreal and tested the equipment myself. I cut off the short end of a staple and put it in a capsule. I put the capsule through the tablet-counter and sure enough, that container was rejected. The technology is incredible.”